
Steg- och fasborrning
- Fasborrning
- Stegborrning eller steg- och fasborrning
Fasborrning



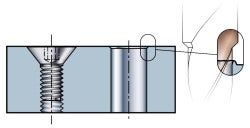
Vad är ett fasat hål?
Många av de hål som produceras behöver fasas eller åtminstone gradas en aning. Några typiska exempel är hål för skruvar och nitar.
Det finns ett antal borr att välja bland, och genom cirkulärinterpolering kan till och med ett svarv- eller fräsverktyg användas.
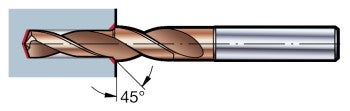
Solida hårdmetallborr
Ett standardsortiment med borr för 45°-faser som har anpassats för olika hål för gängtappar/gängor upp till håldjup 2-3 x DC.
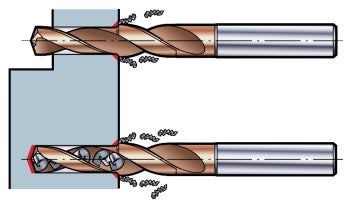
Arbetstips för fasborrning
Normalt bör samma matning, fn (mm/varv), användas när fasskäret arbetar. Det är viktigt, särskilt vid borrning av bottenhål, eftersom minskad matning kan resultera i långa spånor under borroperationen.
Vid borrning i långspånande material kan det dock vara nödvändigt att justera matningen under fasningen för att förhindra att långa spånor lindas runt borret.
fn borr
fn fasning
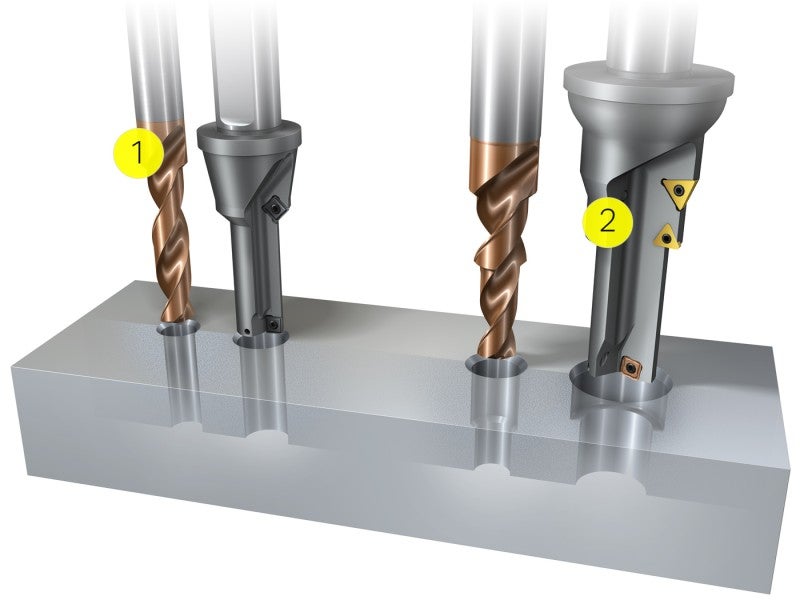
Stegborrning eller steg- och fasborrning


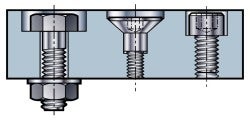
En annan vanlig typ av hål är steghål eller fasade steghål. Typiska applikationer är komponenter med försänkta skruv eller bultar.
Borra steghål eller fasade steghål
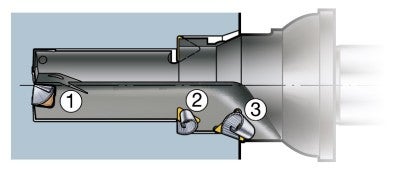
Steg-/fashål i en passering
Solida hårdmetallborr – finns med steg och faser.
Steghål genom att man borrar två hål
Solida hårdmetallborr – välj borr utifrån hålets storlek och djup.
Steghål genom borrning och uppborrning
Solida hårdmetallborr – välj borr och borrverktyg utifrån hålets storlek och djup.
Steghål genom spiralinterpolering
Steghålets diameter kan vara 2 x DC. Spiralinterpolering är en långsam operation och bör inte användas för djupa steg. Välj fräs utifrån hålstorlek.
Stillastående borr
Välj ett standardborr och programmera in verktygsvägen.
Arbetstips
Steg-/fashål i en passering
Utmaningen när man använder ett verktyg med flera diametrar ligger i att åstadkomma god spånbrytning från alla eggar i ingreppet. I långspånande material, som stål med låg kolhalt och rostfria stål, bör de inledande testen utföras i steg:
- Kontrollera först spånbildningen från borret
- Kontrollera spånbildningen från stegskäret
- Kontrollera spånbildningen från fasskäret
Steghål genom att man borrar två hål
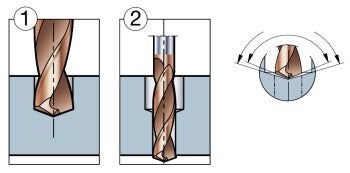
Först större diameter, sedan mindre.
Börja alltid med att borra den stora diametern för att säkerställa att borrspetsen centreras och undvika att skäreggarna flisas ur.
När du borrar den mindre diametern ska du kontrollera att borrspetsvinkeln är lika med eller mindre än det stora borret för att säkerställa att spetsen träffar arbetsstycket först
Steghål genom borrning och uppborrning
Börja med borrning, därefter uppborrning.
Steghål genom spiralinterpolering
Se avsnittet Fräsning för mer information om håltillverkning med fräs.
