
Borra ett hål

Borrning utförs ofta sent i tillverkningsprocessen, där tidigare operationer redan har höjt den ursprungliga komponentens värde. Även om borrningsapplikationen kan verka enkel, är det en komplicerad operation som kan leda till betydande konsekvenser om verktyget inte fungerar eller körs utöver sin kapacitet.
Inledande överväganden för att borra ett hål
1. Hålet
Hålets tre mest grundläggande överväganden är:
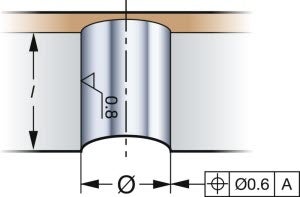
- Håldiameter
- Håldjup
- Hålkvalitet
Håltypen och önskad precision påverkar valet av verktyg. Borrningen kan påverkas av oregelbundna eller vinklade ingångs-/utgångsytor och av korsande hål.
Håltyper
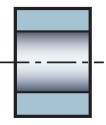
Genomgående hål
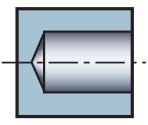
Bottenhål
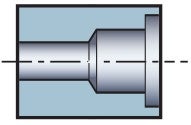
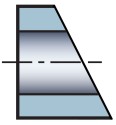
Fashål
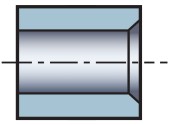
Steghål
Ingång
Utgång

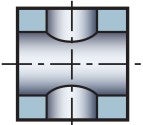
Korsande hål
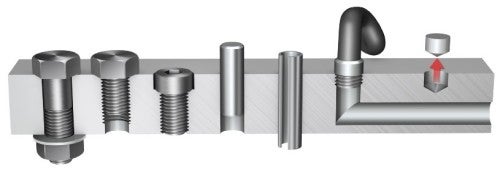
- Hål med fritt utrymme för bultar
- Hål med skruvgänga
- Försänkta hål
- Hål med bra passform
- Hål för rör (värmeväxlare)
- Hål som utgör kanaler
- Hål som minskar vikten för bättre balans
- Djupt/skärvätska
2. Komponenten
Efter att hålet har analyserats, ta en titt på materialet i arbetsstycket, komponentens form och antal.
Material i arbetsstycket
- Har materialet bra spånbrytningsegenskaper? Lång- eller kortspånande material?
- Bearbetbarhet?
- Materialhårdhet?
- Legeringselement?
Komponentens form
- Är komponentrotationen symmetrisk runt hålet, dvs. kan hålet bearbetas med ett stillastående borr?
- Är komponenten stabil eller finns det sektioner som kan orsaka vibrationer?
- Kan komponenten sättas fast på plats? Vilka stabilitetsproblem kan finnas?
- Behövs det en verktygsförlängning? Behöver långa verktygsöverhäng användas?
Kvantitet
Batchstorleken påverkar vilket borr som ska användas.
- Stor batchstorlek – använd ett optimerat borr, specialborr
- Liten batchstorlek – använd optimerade borr för mångsidighet
3. Maskinen

Det är viktigt att veta hur man utför en säker och produktiv borroperation i maskinen. Maskinen påverkar valet av:
- Typ av bearbetning
- Vilken typ av verktygshållare och/eller hylsor som ska användas
Tänk alltid på följande:
- Maskinens stabilitet, allmänt och särskilt spindeln
- Är spindelvarvtalet (varv/min) tillräckligt högt för små diametrar?
- Skärvätsketillförsel. Är skärvätskevolymen tillräcklig för borr med stora diametrar?
- Är skärvätsketrycket tillräckligt för borr med små diametrar?
- Fastspänning av arbetsstycket. Är det tillräckligt stabilt?
- Horisontell eller vertikal spindel? En horisontell spindel innebär bättre spånavgång
- Effekt och vridmoment. Är effekten tillräcklig för stora diametrar? I annat fall, kan ett kärnborr användas, eller kan spiralinterpolering med ett fräsverktyg användas i stället?
- Finns det begränsat med utrymme i verktygsmagasinet? Då kan ett steg- och fasborr vara en lämplig lösning
Verktygshållarsystem
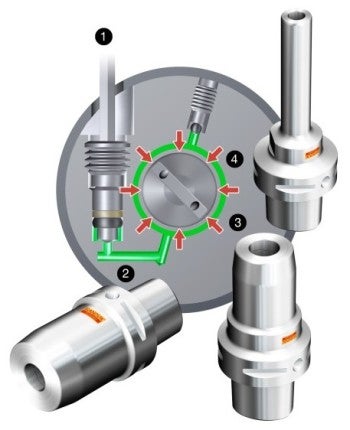


Produktiviteten påverkas inte bara av sorten och geometrin, utan också av verktygshållarsystemet och förmågan till säker och exakt fastspänning. Använd alltid kortast möjliga borr och överhäng.
Överväg ett modulärt verktygssystem utformat för alla skärande bearbetningsoperationer, inklusive alla håltillverkningsmetoder. I ett sådant system kan samma skärverktyg och adaptrar användas i olika applikationer och maskiner. På så sätt blir det möjligt att standardisera och använda ett verktygssystem för hela verkstaden.
Verktygskast
Minimalt verktygskast är ett krav för lyckad hålborrning. Kastet får inte överstiga 20 mikrometer. Linjeringen måste vara parallell för att uppnå:
- Snäv håltolerans och rakhet
- God ytjämnhet
- Lång och konsekvent skärlivslängd

Välja metod
Försänkning – strategier
Lösning med ett verktyg
- Stegborrning/försänkning
- Borrtyp 4/5

Fördelar
+ Kundanpassade verktyg
+ Snabbaste metoden
Nackdelar
- Mindre flexibilitet
Lösning med två verktyg
Fördelar
+ Standardverktyg
+ Relativt flexibel
Nackdelar
- Två verktyg
- Kräver två verktygspositioner
- Längre cykeltid
Steg- och fasborr – strategi med en borr

Borrtyp 1
Standard

Borrtyp 2
Borr med 2 diametrar (styrnings- + verktygskroppsdiameter)
Med styrning och fas. Bearbetning utan verktygskroppsdiameter

Borrtyp 4
Borr med 2 diametrar (styrnings- + verktygskroppsdiameter)
Med styrning, fas och bearbetning av verktygskroppsdiameter

Borrtyp 5
Borr med 3 diametrar (styrnings- + steg- + verktygskroppsdiameter)
Med styrning, steg och fas. Bearbetning utan verktygskroppsdiameter

Borrtyp 6
Borr med 3 diametrar (styrnings- + verktygskroppsdiameter)
Med styrning, steg och fas samt bearbetning av verktygskroppsdiameter
Borroperationer
För att uppnå önskad hålkvalitet till lägsta kostnad per borrat hål måste du välja rätt verktyg. De här olika typerna av hål kräver olika verktygsöverväganden:
- Hål med liten till medelstor diameter
- Hål med stora diametrar
- Djupa hål
- Mikrohål
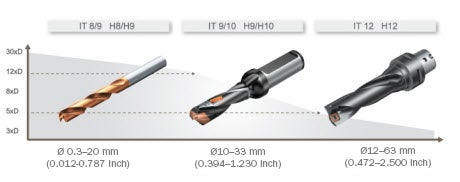
Borra hål med liten till medelstor diameter
När du borrar hål med liten till medelstor diameter finns det tre olika borrningsalternativ att välja bland: Solida hårdmetallborr, borr med utbytbara spetsar och vändskärsborr. Håltolerans, längd och diameter är tre viktiga parametrar att överväga vid val av borrtyp. Varje alternativ har sina fördelar i olika applikationer.
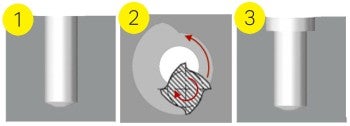
Borra stora hål
Det finns tre alternativ for borrning av stora hål med begränsad maskineffekt:
- Använd ett kärnborrningsverktyg
- Förstora hålet med ett uppborrningsverktyg
- Använd spiralinterpolering med fräsverktyg
Det är viktigt att både komponenten och maskinen är stabila vid borrning av stora hål. Dessutom kan maskineffekten och vridmomentet vara begränsande faktorer. Ur produktivitetssynpunkt är borrverktyg ett överlägset val – det är 5 gånger snabbare än att fräsa ett hål med hjälp av spiralinterpolering. Ett kärnborrningsverktyg kan dock bara användas i applikationer med genomgående hål. Fräsar har de överlägset lägsta kraven på effekt och vridmoment.
Borrning av långa hål

Borra pilothål
Pilotborrar är konstruerade för att fungera med borr för långa hål för maximalt noggrann borrinfästning och minimalt hålkast.
Matning och hastighet
De hastigheter och matningar som rekommenderas för användning med borr för långa hål har beräknats för att ge bra skärlivslängd i kombination med maximal produktivitet. De angivna hastigheterna och matningarna är en bra utgångspunkt. För varje applikation kan hastigheten och matningen behöva justeras för optimalt resultat.
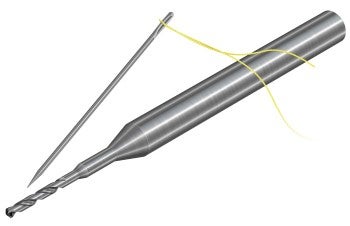
Borra mikrohål
Matning och hastighet
De hastigheter och matningar som rekommenderas för användning med mikroborr har beräknats för att ge bra skärlivslängd i kombination med maximal produktivitet. De angivna hastigheterna och matningarna är en bra utgångspunkt. För varje applikation kan hastigheten och matningen behöva justeras för optimalt resultat.
Skärvätska
Skärvätsketrycket är en nyckelfaktor vid mikroborrning. Otillräckligt skärvätsketryck eller för liten volym kan leda till att verktyget går sönder i förtid. Vi rekommenderar starkt att du använder höga skärvätsketryck. Det typiska rekommenderade trycket ska ligga mellan 40 och 70 bar.
