
Borrning i ojämna ytor
Borrning i ojämna ytor kan leda till höga och ojämna krafter på borrets skäreggar, vilket leder till för tidig förslitning. Det är viktigt att följa riktlinjerna och minska matningen vid behov.
Läs mer om utmaningarna och strategierna för respektive borrtyp.


Vändskärsborr
Borrning i ojämna ytor
Oregelbunden
Konvex
Konkav
- Använd kortast möjliga borr för att minimera vibrationstendenserna och minska effekterna av avböjning
- Rekommenderade startvärden för skärhastighet och lägsta rekommenderade matning
- Rekommenderas inte för 6–7×Dc när den konkava radien är densamma eller mindre än borrradien
Förborrade hål
- För att hålla skärkraften balanserad mellan centrumskäret och periferiskäret på en godtagbar nivå, ska det förborrade hålet inte vara större än DC/4

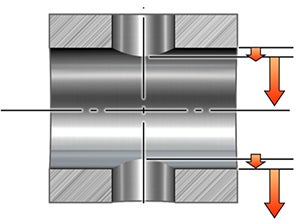
Borrning av korsande hål
Utmaningar:
- Spånavgången påverkas och kan bli mer problematisk
- Det är hård avgradning i det korsande hålet. Gradbildningen måste vara så liten som möjligt
- Orsakar mer verktygsförslitning än konventionell borrning
Riktlinjer:
- För hål med olika diameter: borra det större hålet i första hand för att minska gradbildning
- Börja med lägsta rekommenderade matning vid korsning av hål
- Rekommenderas inte för långspånande material pga. spånavgång vid korsande hål
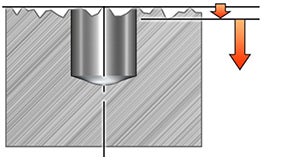
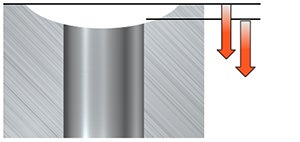
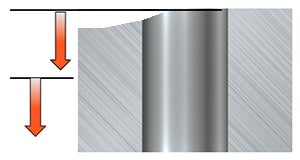
Borra lutande ingångar/utgångar
Genererar ojämna och för höga krafter som påverkar skäreggarna
- Intermittenta ingrepp när borret går in i/lämnar arbetsstycket
- Ökar risken för vibrationer
- Kan förvrida borrprofilen
- Orsakar mer verktygsförslitning än konventionell borrning
Allmänna rekommendationer:
- Stabilitet är avgörande. En litet förhållande mellan längd och diameter hjälper till att behålla toleranserna
- Fräsning av en liten plan yta rekommenderas vid ingång i arbetsstycken med stor lutning
Vinklade eller lutande ytor, ingång
- Använd kortast möjliga borr för att minimera vibrationstendenserna och minska effekterna av avböjning
- Börja med lägsta rekommenderade skärhastighet och 1/3 av den lägsta rekommenderade matningen (eller lägre) tills du är helt i ingreppet och återgå sedan till normal matning
- 4–5×DC kan den lutande ingången vinklas upp till 15º
- 6–7×DC kan den lutande ingången vinklas upp till 10º

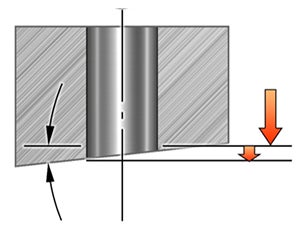
Vinklade eller lutande ytor, utgång
- Använd kortast möjliga borr för att minimera vibrationstendenserna och minska effekterna av avböjning
- Rekommenderade startvärden för skärhastighet och lägsta rekommenderade matning (eller lägre)
- 4–5×DC lutande utgång kan vinklas upp till 15º
- 6–7×DC kan den lutande utgången vinklas upp till 5º
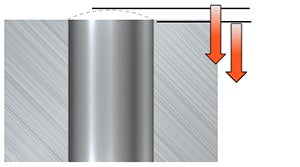
Borra asymmetriskt svängda ytor
- Använd kortast möjliga borr för att minimera borrets utböjning från centrum, liknande en lutande yta
- Minska matningen till 1/3 av den ursprungliga borrsjunkningshastigheten för en konkav yta
- Den böjda ytans radie ska vara större än borrradien
- Rekommenderas inte för 6–7×DC-borr
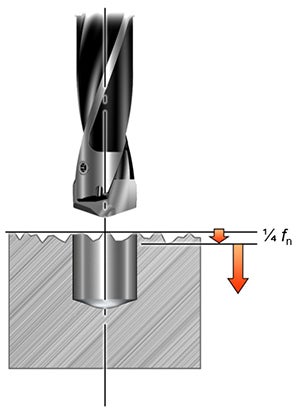
Borr med utbytbar spets
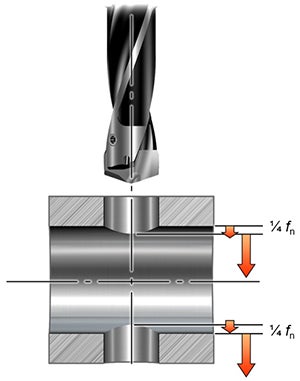
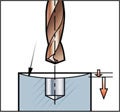
Ojämna ytor
- Minska matningshastigheten till 1/4 av det normala värdet för att undvika urflisning
- Vid instabila förhållanden gör man ett pilothål (helst med kort CoroDrill® 870) eller centrerfräser för att skapa en plan yta
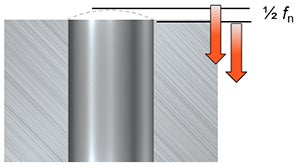
Konvexa/konkava ytor
Konvex
Konkava
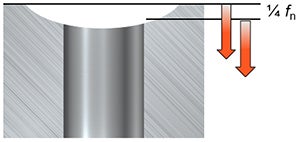
- Hålet måste vara vinkelrätt mot ytan
- Min. rekommenderad ytradie
- Konvex: 4×DC
- Konkav: 1× Dc
- Säkerställ stabila förhållanden och använd kortast möjliga borr
- Minska matningen vid ingång
- Konvex: 1/2 av normal hastighet
- Konkavt: 1/4 av normal hastighet
- Hålkvalitet och skärlivslängd kan påverkas mer än under gynnsamma villkor
- Gör ett pilothål eller centrumfräs för att skapa en plan yta om radien är mindre än rekommenderat
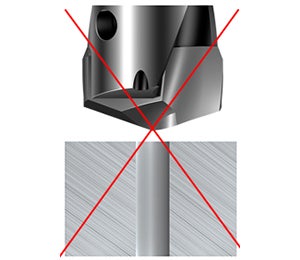
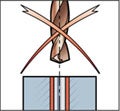
Förborrade hål
- Rekommenderas ej pga. risk för urflisning på skäreggen
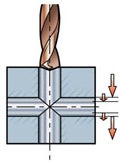
Borrning av korsande hål
Utmaningar:
- Spånavgången påverkas och kan bli mer problematisk
- Det är hård avgradning i det korsande hålet. Gradbildningen måste vara så liten som möjligt
- Orsakar mer verktygsförslitning än konventionell borrning
Riktlinjer:
- Borra alltid det större hålet först för att minimera den invändande gradbildningen
- Min. rekommenderade diameter på hålet som ska korsas är 2×Dc (för att säkerställa att spetsens centrum går först in i arbetsstycket)
- Säkerställ stabila förhållanden och använd kortast möjliga borr
- Minska matningen till 1/4 av vid hålens ingång och utgång
- Minska återgångsmatningen
- Hålkvalitet och skärlivslängd kan påverkas mer än under gynnsamma villkor
Borra lutande ingångar/utgångar
Genererar ojämna och för höga krafter som påverkar skäreggarna
- Intermittenta ingrepp när borret går in i/lämnar arbetsstycket
- Ökar risken för vibrationer
- Kan förvrida borrprofilen
- Orsakar mer verktygsförslitning än konventionell borrning
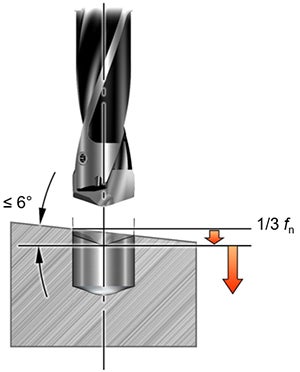
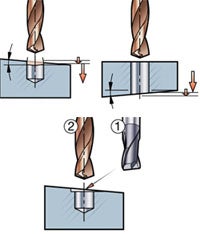
Vinklade eller lutande ytor, ingång
- Max. rekommenderad vinkel från centrum till hörn är 6 grader för att säkerställa att spetsen går in i arbetsstycket först
- Säkerställ stabila förhållanden och använd kortast möjliga borr
- Minska matningen till 1/3 av den normala hastigheten vid ingång
- Gör ett pilothål (helst med kort CoroDrill® 870) eller centrerfräs för att skapa en plan yta vid större vinkel eller längre längder
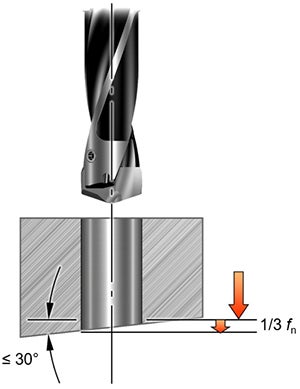
Vinklade eller lutande ytor, utgång
- Max. rekommenderad vinkel är 30 grader
- Säkerställ stabila förhållanden och använd kortast möjliga borr
- Minska matningen till 1/3 av den normala hastigheten vid utgång ur hålet
- Minska återgångsmatningen
- Hålkvalitet och skärlivslängd kan påverkas mer än under gynnsamma villkor
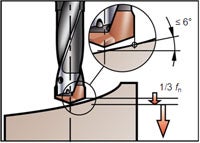
Borra asymmetriskt svängda ytor
Gör att borret böjs bort från hålets centrumlinje
- Initialt är endast skäreggens periferi i kontakt
- Liknar, men är inte identiskt med, lutande ytor
- Max. rekommenderad vinkel från centrum till hörn är 6 grader
- Stabila förhållanden
- Använd kortast möjliga borr
- Minska matningen till den normala hastigheten vid ingång
- Hålkvalitet och skärlivslängd kan försämras mer än vid borrning under gynnsamma villkor
- Gör ett pilothål eller centrumfräs för att skapa en plan yta vid större vinkel eller längre längder
Solida hårdmetallborr
Ojämna ytor
- Kan skada borret när det penetrerar ytan och/eller lämnar hålet
- Var extra uppmärksam på borr med liten diameter. Avböjningen kan orsaka fellinjering, vandring av hålet och till och med skärbrott
- Minska matningen till 25 % av den rekommenderade hastigheten tills full diameter är i ingrepp för att minska risken för urflisning

Konvexa ytor
- Möjligt att borra om radien är > fyra gånger borrdiametern och hålet är vinkelrätt i stället för radien
- Matning: 50–100 % av rekommenderad hastighet tills full diameter är i ingrepp
- Alternativt kan du fräsa en liten plan på ytan före borrning

Konkava ytor
- Möjligt att borra om radien är >15 gånger borrdiametern och hålet är vinkelrätt i mot radien
- Minska matningen till 30 % av den rekommenderade hastigheten tills full diameter är i ingrepp
- Alternativt kan du fräsa en liten plan på ytan före borrning
Förborrade hål
- Rekommenderas ej pga. risk för urflisning på skäreggen
Borrning av korsande hål
Utmaningar:
- Spånavgången påverkas och kan bli mer problematisk
- Det är hård avgradning i det korsande hålet. Gradbildningen måste vara så liten som möjligt
- Orsakar mer verktygsförslitning än konventionell borrning
Allmänna riktlinjer:
- Man måste oftast sänka matningen när borret korsar det befintliga hålet
- För hål med olika diameter: borra det största hålet i första hand för att minska gradbildning
- Vid borrdjup under 12×D, minska matningen till 25 % av rekommenderad hastighet när du korsar det befintliga hålet
- För hål med olika diameter: borra det större hålet först för att minska gradbildning
Borra lutande ingångar/utgångar
Genererar ojämna och för höga krafter som påverkar skäreggarna
- Intermittenta ingrepp när borret går in i/lämnar arbetsstycket
- Ökar risken för vibrationer
- Kan förvrida borrprofilen
- Orsakar mer verktygsförslitning än konventionell borrning
Allmänna rekommendationer:
- Stabilitet är avgörande. En litet förhållande mellan längd och diameter hjälper till att behålla toleranserna
- Fräsning av en liten plan yta rekommenderas vid ingång i arbetsstycken med stor lutning
- Lutningar upp till 10 grader
- Minska matningen till 30 % av den rekommenderade hastigheten tills full diameter är i ingrepp
- Lutningar på över 10 grader
- Rekommenderas inte för borrning
- Alternativ för kraftig lutning – fräs en liten plan yta och borra sedan hålet
Borra asymmetriskt svängda ytor
- Kan inte användas – endast delar av skäreggen kommer att skära och spetsen kommer kanske inte i kontakt med ytan först
- Hög risk för urflisning
