Het goed observeren van de wisselplaat/snijkant na het bewerken kan helpen bij het optimaliseren van de resultaten met betrekking tot standtijd, de kwaliteit van de schroefdraad en de snijsnelheid. Gebruik deze lijst van oorzaken en oplossingen voor verschillende soorten wisselplaatslijtage als referentie voor succesvol draadsnijden.
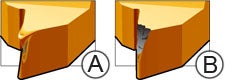
Plastische deformatie
Begint als plastische deformatie (A), hetgeen leidt tot afsplinteren van de snijkant (B).
Te hoge temperatuur in het snijgebied
Onvoldoende toevoer van koelmiddel
Verkeerde hardmetaalsoort
a) Reduceer de snijsnelheid, verhoog het aantal invoedingen b) Reduceer de grootste invoedingsdiepte, controleer de diameter voorafgaande aan het draadsnijden
Verbeter de koelmiddeltoevoer
Kies een hardmetaalsoort die beter bestand is tegen plastische deformatie
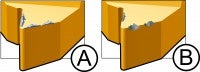
Snijkantsopbouw (BUE)
BUE (A) en afbrokkeling van de snijkant (B) komen vaak in combinatie voor. Opgehoopte snijkantsopbouw wordt dan weggescheurd samen met kleine hoeveelheden wisselplaatmateriaal, hetgeen leidt tot uitbreking.
Komt vaak voor in roestvaststaal en koolstofarm staal
Ongeschikte soort of snijkanttemperatuur te laag
Verhoog de snijsnelheid
Kies een wisselplaat met goede taaiheid, bij voorkeur PVD-gecoat
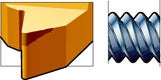
Wisselplaatbreuk
Niet tot de juiste diameter gedraaid vóór het draadsnijden
Reeks invoedingen te zwaar
Verkeerde hardmetaalsoort
Slechte spaanbeheersing
Onjuiste harthoogte
Tot de juiste diameter draaien vóór het draadsnijden, 0,03–0,07 mm (0.001–0.003 inch) radiaal groter dan de max. diameter voor de schroefdraad
Vergroot het aantal invoedingen. Verklein de diepte van de grootste invoeding
Kies een taaiere hardmetaalsoort
Schakel over op de C-geometrie en gebruik aangepaste zijwaartse invoeding
Juiste harthoogte
Snelle vrijloopvlakslijtage
Zeer abrasief materiaal
Snijsnelheid te hoog
Diepte van invoedingen onvoldoende
Wisselplaat boven de hartlijn
Verkeerde soort. Kies een slijtvastere hardmetaalsoort
Verlaag de snijsnelheid
Verminder het aantal invoedingen
Juiste harthoogte
Abnormale flankslijtage
Slecht oppervlak op een schroefdraadvrijloopvlak
Verkeerde methode voor zijwaartse invoeding
Wisselplaat hellingshoek komt niet overeen met de schroefdraad invoerhoek
Wijzig methode van vrijloopvlak-invoer voor F- en A-geometrie: Voor C-geometrie tot 3–5° vanaf de flank: 1° van vrijloopvlak
Wissel van onderlegplaat om de juiste hellingshoek te verkrijgen
Trilling
Verkeerde werkstuk opspanning
Verkeerde gereedschapsconfiguratie
Verkeerde snijgegevens
Onjuiste harthoogte
a) Gebruik zachte bekken b) Optimaliseer bij het gebruik van tegencenterpunt het centreergat van het component en controleer de druk van het tegencenterpunt/face driver
a) Minimaliseer gereedschapuitsteeklengte b) Zorg ervoor dat de opspanhuls voor baren niet is versleten c) Gebruik anti-trillings baren speciaal voor schroefdraad draaien
Verhoog de snijsnelheid Wanneer dit niet helpt, reduceer dan de snelheid dramatisch en probeer F-geometrie