Draadfrees toepassingstips
Houd voor de beste resultaten bij draadfrezen altijd rekening met de volgende aanbevelingen.
Keuze van snijdiameter
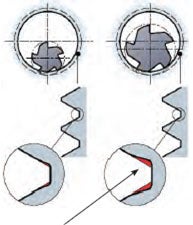
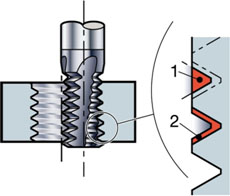
Een kleinere snijdiameter helpt bij het verkrijgen van schroefdraad van hogere kwaliteit. De freesaangrijping zal een minuscule vormfout veroorzaken aan de basis van het schroefdraadprofiel. Bij inwendige draadfrees toepassingen, zal de relatie tussen schroefdraaddiameter, snijdiameter en spoed invloed hebben op de daadwerkelijke radiale snedediepte, ae eff, die veel groter wordt dan de gekozen radiale snedediepte. Een grotere daadwerkelijke ae leidt tot een toename van de afwijking aan de basis van het schroefdraadprofiel. Om de profielafwijking te minimaliseren, moet de freesdiameter niet groter zijn dan 70% van de schroefdraaddiameter.
Voorbeeld M30x3
Een gereedschap van 21,7 mm diameter resulteert in een profielafwijking van 0,07 mm (0.0027 inch).
Een gereedschap van 11.7 mm diameter resulteert in een profielafwijking van 0,01 mm (0.0004 inch).
Schroefraadfrees gereedschapspad
Het gereedschapspad voor schroefdraadfrezen is bepalend voor rechtse- of linkse schroefdraad, door middel van meelopend of tegenlopend frezen. De schroefdraadfrees altijd laten aangrijpen en terugtrekken in een soepel pad, d.w.z. rol-in en rol-uit snede. Voor draadfrezen zijn werktuigmachines nodig die tegelijkertijd bewegingen kunnen uitvoeren in de X, Y en Z-assen. De schroefdraaddiameter wordt bepaald door de X- en Y-as, terwijl de spoed wordt bestuurd door de Z-as.
| Vertanding | 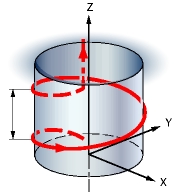
|
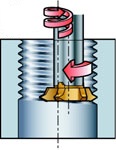
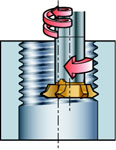
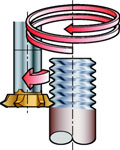
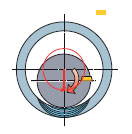
Rechtse uitvoering inwendig
Alle frezen worden initieel zo dicht mogelijk bij de bodem van het gat gepositioneerd, en bewegen vervolgens linksom naar boven, zodat er sprake is van meelopend frezen.
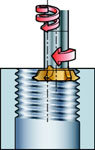
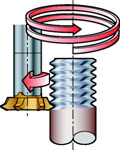
Linkse draad inwendig
Het frezen van een linkse draad vindt plaats in tegenovergestelde richting, van boven naar beneden, ook met een linksom pad, om te waarborgen dat er sprake is van meelopend frezen.
| Inwendig | |
|---|---|
| Rechtse draden | Linkse schroefdraad |
| Meelopend frezen | |
 |
 |
| Tegenlopend frezen | |
 |  |
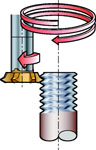
| Uitwendig | |
|---|---|
| Rechtse draden | Linkse schroefdraad |
| Meelopend frezen | |
|
|
| Tegenlopend frezen | |
|
|
Meelopend frezen
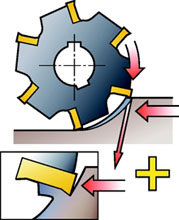
- Meelopend frezen is de methode waarbij het gereedschap wordt gevoed in de draairichting van het gereedschap
- Meelopend frezen is altijd de voorkeursmethode wanneer machine, bevestiging en werkstuk het toelaten
- De spaandikte neemt af vanaf het begin van de snede, totdat deze nul wordt aan het einde, waardoor wordt voorkomen dat de snijkant tegen het oppervlakte wrijft en brandt, voordat deze in de snede treedt
Tegenlopend frezen
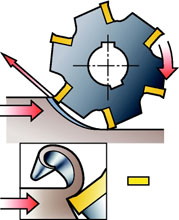
- Bij tegenlopend frezen, is de voedingsrichting van het snijgereedschap tegenovergesteld aan de draairichting daarvan
- De snijkant moet in de snede worden gedwongen, waardoor een wrijvend of brandend effect met wrijving ontstaat, hoge temperaturen, en vaak contact met een gehard oppervlak door de voorafgaande snede. Dit alles leidt tot een kortere standtijd
- Dikke spanen bij het uittreden uit de snede zullen de standtijd reduceren
- De grote spaandikte en de hoge temperatuur daarvan zal bij het uittreden soms leiden tot het vasthechten of lassen van de spanen aan de snijkant. Deze spanen zullen bij het begin van de volgende snede leiden tot uitbrokkeling van de snijkant
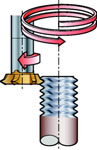
In de snede draaien (roll-in methode)

Maak een soepele intrede in de snede bij het circulair frezen of circulair hellend frezen. Dit kan worden gedaan door een extra cirkel te maken, hetgeen resulteert in het langzaam intreden in het materiaal. Voor elke kwart omwenteling (90°) tijdens het intreden in de snede, moet de spoed door vier worden gedeeld. Het soepel intreden in de snede is essentieel om trilling te voorkomen en de standtijd te verlengen.
Voeding per tand
Werk altijd met kleine voeding-per-tand waarden, om de beste kwaliteit te realiseren en om voedingsmarkeringen op het componentoppervlak te voorkomen .De voeding per tand mag niet groter zijn dan 0,15 mm/tand (0.006 inch/tand), en daarom is een kleine hex waarde nodig.
Voeding die de machinesoftware nodig heeft
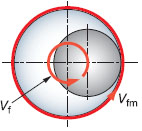
Bereken altijd de juiste draadfreesvoeding die nodig is voor de machinesoftware, om de juiste wisselplaatbelasting te garanderen. De voeding hangt altijd af van de hex waarde die overeenstemt met de perifere voeding. Echter, veel machines vereisen een gereedschap-center voeding (vf). Bij inwendige draadfreestoepassingen, is het gereedschapspad van de omtrek sneller dan de beweging van de gereedschap hartlijn. Het voedingsprogramma in de meest freesmachines is gebaseerd op de hartlijn van de spil, en dit moet dus worden meegenomen in de draadfreesberekeningen (radius compensatie), dit om de standtijd te maximaliseren en trilling / gereedschapbreuk te voorkomen.
Aantal gangen
Het verdelen van de draadfreesbewerking in een aantal gangen resulteert in grotere schroefdraadspoed en verbetert de bescherming tegen gereedschapsbreuk in moeilijke materialen. Draadfrezen met meerdere gangen verbetert ook de schroefdraadtolerantie, door een verminderde gereedschapsafbuiging. Dit biedt een betere betrouwbaarheid bij lange uitsteeklengten en instabiele omstandigheden. Gebruik altijd twee of meer passen bij het draadfrezen in geharde en moeilijke materialen.
Droog of nat bewerken
Droog bewerken wordt altijd aanbevolen omdat snijvloeistof de temperatuurvariaties bij in- en uittreden beïnvloed, waardoor thermische scheuren worden veroorzaakt. Snijvloeistof kan gunstig zijn onder bepaalde omstandigheden, bijvoorbeeld bij het nabewerken van roestvaststaal/aluminium, het bewerken van HRSA of gietijzer (om de hoeveelheid giftige stof te reduceren). Het is echter het gunstigste om spanen met perslucht te verwijderen.

Snijgegevens overwegingen
- Bij inwendige draadfreestoepassingen wordt de ae verhoogd ten opzichte van recht frezen, hetgeen het spaanverdunningseffect reduceert
- Bij uitwendige draadfrees toepassingen wordt de radiale diepte veel kleiner en kan een hogere snijsnelheid worden gebruikt
- De instelhoek voor de neusradius is 90°. Omdat dit het meest gevoelige deel is van de wisselplaat, moeten hex berekeningen worden gemaakt met instelhoek 90°
Gebruik voor snijgegevens en waarden de CoroPlus® gereedschapsgids
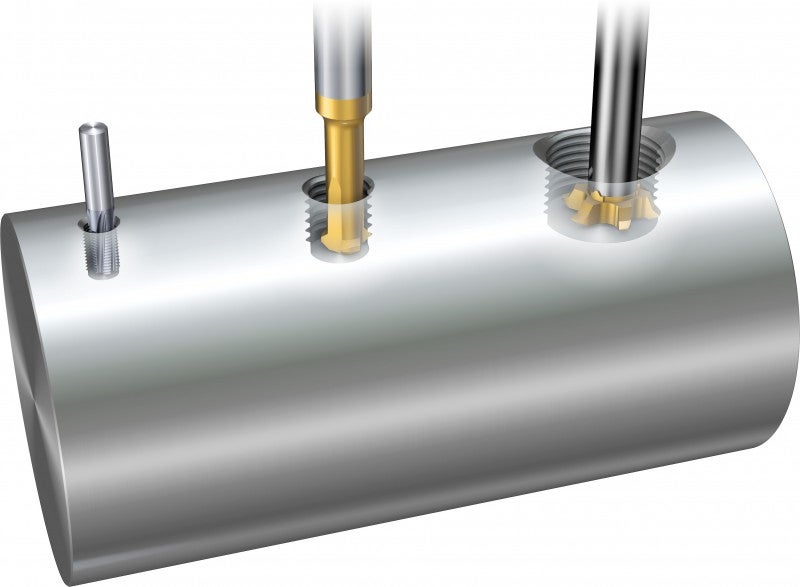
Schroefdraadfrezen gatmaten
Schroefdraadfrezen maken gebruik van dezelfde gatmaten als voor tappen. Probeer altijd een zo groot mogelijk gat, zonder buiten de toleranties te komen. Dit waarborgt een veiliger proces en een langere standtijd. Bij gebruik van een volprofiel wisselplaat, is een kleiner gat nodig om het volledige profiel van de schroefdraad te kunnen bewerken.
Gebruik
Gebruik voor de beste prestaties van gereedschapshouders met schroef bevestigde wisselplaten, altijd een momentsleutel om te waarborgen dat de wisselplaat goed vast zit.
- Een te hoog ingesteld koppel heeft een negatief effect op de prestaties van het gereedschap en kan leiden tot het breken van de schroef
- Een te laag ingesteld koppel leidt tot trillingen en onnauwkeurige snijresultaten
- Vervang de wisselplaatschroef regelmatig en zorg er voor dat de wisselplaatzitting schoon en onbeschadigd blijft zodat de positie van de wisselplaat niet kan worden beïnvloed. Deze controles zijn van essentieel belang voor de betrouwbaarheid van het draadfreesproces