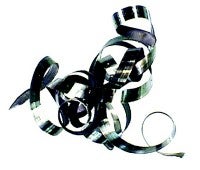
Forgácskezelés Hosszú, folyamatos forgács, amely rácsavarodik a szerszámra vagy a munkadarabra. Általában a kis előtolás, kicsi és/vagy sekély fogásmélység okozza.
Az előtolás túl kicsi a kiválasztott geometriához
Növelje az előtolást
Válasszon lapkageometriát jobb forgácstörési képességekkel
Használjon nagy pontosságú hűtőközeg-hozzávezetéssel rendelkező szerszámot
A fogásmélység túl kicsi a kiválasztott geometriához
Növelje a fogásmélységet vagy válasszon jobb forgácstörési képességgel rendelkező geometriát
A csúcssugár túl nagy
Válasszon kisebb csúcssugarat
Nem megfelelő belépési szög
Válasszon szerszámtartót a lehető legnagyobb belépési szöggel. KAPR= 90° (PSIR =0°)
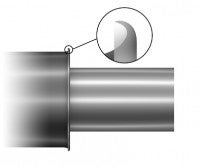
Forgácskezelés Nagyon rövid forgácsok, gyakran egymáshoz tapadnak a túl kemény forgácstörés miatt. A kemény forgácstörés gyakran csökkenti az éltartamot vagy lapkatörést okoz a forgácsolóélre gyakorolt túl nagy forgácsterhelés miatt.
Az előtolás túl nagy a kiválasztott geometriához
Válasszon nagyobb előtoláshoz tervezett geometriát, lehetőleg egyoldalas lapkát
Csökkentse az előtolást
Nem megfelelő belépési szög
Válasszon szerszámtartót a lehető legkisebb belépési szöggel. KAPR= 45–75° (PSIR 45–15°)
Túl kicsi csúcssugár
Válasszon nagyobb csúcssugarat.
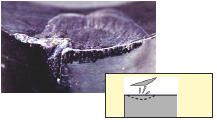
Felületi minőség A felület „szőrösnek” tűnik és érződik, nem felel meg a tűrési követelményeknek.
A forgácsok az alkatrésznek ütköznek és megsértik a kész felületet.
Válasszon olyan geometriát, amely elvezeti a forgácsokat az alkatrésztől.
Módosítsa a belépési szöget
Csökkentse a fogásmélységet
Válasszon pozitív szerszámrendszert semleges dőlésszöggel
Túlzott kopás miatti szőrös felület a forgácsolóélen
Válasszon az oxidációs kopásnak jobban ellenálló minőséget, pl. fémkerámia.
Csökkentse a forgácsolási sebességet
A túl nagy előtolás, túl kicsi csúcssugárral kombinálva durva felületet eredményez
Válasszon wiper lapkát vagy nagyobb csúcssugarat
Csökkentse az előtolást
Sorjaképződés Sorjaképződés a munkadarabon a munkadarabba történő belépéskor vagy a kilépéskor.
A forgácsolóél nem elég éles
Az előtolás túl kicsi az él íveltségéhez
Használjon éles élű lapkákat, PVD-bevonatos lapkákat vagy köszörült lapkákat kis előtolási sebességekkel, < 0,1 mm/ford (0,004 col/ford)
Csorbulásos kopás a fogásmélységen, illetve élkitöredezés
Használjon kis belépési szögű szerszámtartót
Sorjaképződés a fogás végén vagy elején
Fejezze be vagy kezdje a fogást élletöréssel vagy lekerekítéssel a munkadarabból való kilépéskor vagy a belépéskor
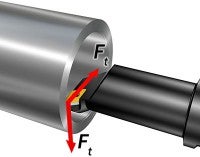
Rezgések A szerszámozás vagy a szerszámbefogás következtében létrejövő rezgések miatti nagy radiális forgácsolóerők. Tipikus belső megmunkálás esetén kiesztergálókésekkel.
Az optimális forgácsolási adatok, a lehető legjobb alkatrészminőség és éltartam eléréséhez soha ne felejtse el ellenőrizni a lapkát/forgácsolóélet a megmunkálás után. A sikeres esztergáláshoz használja az okok és megoldások alábbi felsorolását a lapkakopás különböző formái esetében.
Hátkopás Előnyben részesítendő kopástípus minden alkalmazásban Kiszámítható és stabil szerszáméltartamot biztosít.
A forgácsolási sebesség túl nagy
Túl szívós típus
Elégtelen kopásállóság
Kemény zárványok a munkadarab anyagában
Csökkentse a forgácsolási sebességet
Válasszon megfelelőbb minőséget a szívósságra vagy kopásállóságra vonatkozó igénytől függően.