
Belső esztergálás

A belső esztergálási műveletek a munkadarab belső átmérőjét munkálják meg. A belső esztergálásnál a nagy kinyúlások és a rossz forgácselvezetés okoznak problémákat. A nagy kinyúlások elhajlással és rezgésekkel kapcsolatos gondokat okozhatnak. A rezgések és a rossz forgácselvezetés lapkatörést okozhatnak. A forgácselvezetési problémák gyenge felületi minőséget is eredményezhetnek.
A belső esztergálás alapvető alkalmazási területei a hosszirányú esztergálás (1) és a profilesztergálás (2).
Hosszirányú esztergálás

A szerszámválasztást jelentősen korlátozza az alkatrész furatátmérője és -hossza (a furat mélysége kinyúlással). Általános szabályként válassza a legkisebb túlnyúlású szerszámot a legnagyobb méretben.
A megfelelő szerszám kiválasztásával, megfelelő alkalmazásával és befogásával minimalizálható az elhajlás és a rezgés.
Lapkaalak
Belső kiesztergáláshoz használjon pozitív alakú lapkákat, mivel ezek kisebb fogácsolóerőket eredményeznek, mint a negatív lapkák. A kis csúcsszög és a kis csúcssugár hozzájárulnak a kisebb forgácsolóerők létrejöttéhez.
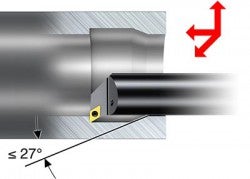
Belépési szög
A belépési szög befolyásolja az axiális és radiális erők irányát és nagyságát. A nagyobb belépési szög (kisebb bekezdési szög) nagy axiális forgácsolóerőt eredményez, míg a kis belépési szög (nagy bekezdési szög) nagy radiális erőket eredményez. Ajánlott 90°-hoz közeli belépési szög (0°-os bekezdési szög), de soha nem kisebb, mint 75° (15°-os bekezdési szög).
Szerszámtartó
Ha egy vállat kell megmunkálni az alkatrészben, akkor használjon 91–95°-os belépési szögű (-1–-5°- bekezdési szög) szerszámot. Ajánlott háromszög alakú vagy D stílusú (55°-os) lapkát használni.
Ha erősebb élre van szükség, akkor válasszon C stílusú (80°-os) lapkát.
Ha nem kell vállat megmunkálni, és stabilak a feltételek, akkor a termelékenység növelhető négyzetes lapka és 75° belépési szög (15°-os bekezdési szög) választásával.Esztergaszerszámok hosszirányú esztergáláshoz
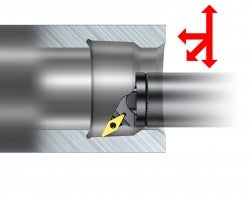
Profilesztergálás

Belső profilesztergálás során a szerszám radiális és tangenciális forgácsolóerőknek is ki van téve. A radiális forgácsolóerők elhajlítják a szerszámot a munkadarabtól, a tangenciális erők pedig lefelé kényszerítik a középvonaltól elfelé.
Kis átmérőjű furatok kiesztergálásakor különösen fontos, hogy a hátszög elég nagy legyen ahhoz, hogy a szerszám és a furat fala ne érhessen össze.
Lapkaalak
Profilesztergálásnál a forgácsolás a fogásmélységtől, az előtolástól és a sebességtől függően eltérhet. A lehető legnagyobb csúcssugarat kell kiválasztani a lapkán a szilárdság, a költséghatékonyság és a hozzáférhetőség érdekében. A leggyakrabban használt csúcssugarak az 55° és a 35°.
Belépési szög
A belépési szög és a csúcssugár fontos tényező a hozzáférhetőség szempontjából. A munkadarab profilját elemezve kiválasztható a legmegfelelőbb másolószög.
Legalább 2°-os szabad forgácsolási szög ajánlott a munkadarab és a lapka között. Azonban a felületi minőséggel és éltartammal kapcsolatos okok miatt legalább 7° ajánlott.
Szerszámtartó
Az elsősorban ajánlott megoldás egy 93°-os belépési szögű (-3° bekezdési szög) szerszám és egy D stílusú (55°) lapka. Ha nagyobb mélyítési szögre van szükség, akkor használjon V stílusú (35°-os) lapkát.
Ha profilesztergálást kell végezni a homlokfelületen, vagy egy sarok visszaesztergálását kell elvégezni, akkor válasszon 107–117°-os belépési szögű (-17–-27°-os bekezdési szög) szerszámtartót.
A visszasüllyesztéshez olyan speciális szerszámok állnak rendelkezésre, amelyeket kifejezetten vállak ellenkező irányban történő megmunkálásához terveztek
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
