
Hűtő-kenő folyadék alkalmazása esztergálásban

A hűtő-kenő folyadék elsődleges funkciói a forgácselvezetés, hűtés és kenés a szerszám és a munkadarab anyaga között. A helyesen alkalmazott hűtőközeg-hozzávezetés maximalizálja a folyamatbiztonságot, a szerszám teljesítményét és az alkatrészminőséget.
Bizonyos esetekben környezetvédelmi és költséghatékonysági szempontból előnyösebb lehet hűtőfolyadék nélkül végezni a megmunkálást (száraz megmunkálás). Vegye fel a kapcsolatot a Sandvik Coromant-szakértőjével a legjobb szerszám, geometria és minőség kiválasztásához, ha száraz megmunkálásra van szüksége.
Sok alkalmazás igényel hűtőfolyadékot a tűrésekhez, a felületi minőséghez és megmunkálhatósági tényezőkhöz. Ha hűtőfolyadékra van szükség, akkor optimalizálni kell a potenciál maximalizálására.
A hűtőfolyadéknál a forgácsolási folyamatra vonatkozóan több szempontot is figyelembe kell venni:
- Hűtőközeg
- Hűtőközeg-hozzávezetés kimenete
- Hűtőközeg nyomása
Hűtőközeg

Esztergáláshoz több különféle hűtőközeg használható:
- A leggyakoribb hűtőközeg az emulzió, víz és olaj keveréke (5–10% olaj a vízben)
- Néhány gépben olaj használatos emulzió helyett
- A forgácselvezetéshez használható sűrített levegő, de ez nem vezeti el jól a hőt
- MQL – minimum mennyiségű kenés – sűrített levegő minimális mennyiségű olajjal a kenés érdekében
- A kriogén hűtőközeg cseppfolyósított gáz, amellyel maximalizálható a hűtőhatás
Az emulzió, az olaj vagy a levegő az esztergaszerszámban található hűtőközeg-hozzávezetési csatornákon keresztül alkalmazható. Amikor általánosságban beszélünk hűtőközegről, akkor emulziót vagy olajat értünk alatta. Az MQL-hez és a kriogén hűtőközeghez speciális felszerelésre van szükség.
Hűtőközeg-hozzávezetés kimenete

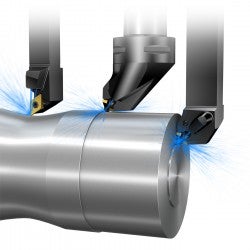
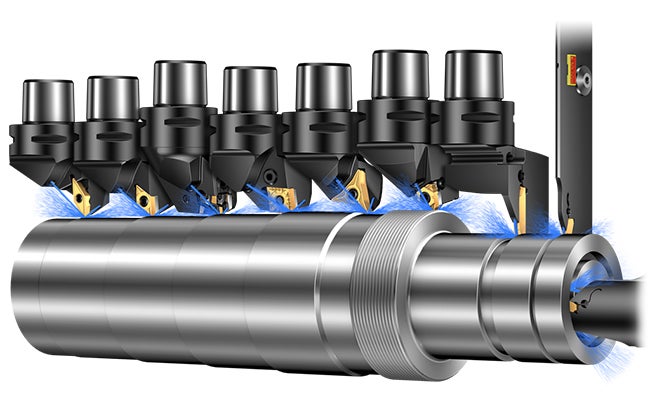
A legtöbb modern esztergaszerszám rendelkezik a szerszámon áthaladó belső hűtőközeg-hozzávezetéssel, ezek közül sok nagy pontosságú felső és alsó hűtőközeg-hozzávezetés kombinációját kínálja. A szerszámban található kimenetek típusai különböző előnyöket biztosítanak a megmunkálásra nézve:
- Nagy pontosságú hűtőközeg-hozzávezetés vagy nagy pontosságú felső hűtőközeg-hozzávezetés esetén a fúvóka (vagy hasonló) közvetlenül a forgácsolási zónára irányítja a hűtőközegsugarat a homlokoldalon. Csökkenti a hőmérsékletet és javítja a forgácskezelést. Használható nagy nyomással a forgácstörés javítása érdekében.
- Alsó hűtőközeg-hozzávezetés esetén egy hátoldali hűtőközegsugár vezeti el hatékonyan a hőt a lapkáról, így hosszabb éltartam érhető el
- Hagyományos hűtőközeg-hozzávezetési kimenet, például állítható fúvókák, amelyek a legtöbb esetben nagyobb kimeneti átmérővel rendelkeznek, mint a nagy pontosságú hűtőközeg-hozzávezetési fúvókák. Megmunkálás során hűtőközeg áramlik a lapkára és az alkatrészre is (elárasztásos hűtőközeg-hozzávezetés). Ezek a szerszámok nem használhatók nagy nyomással

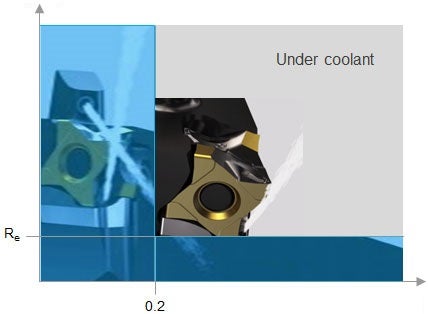
A hagyományos hűtőközeg-hozzávezetés és a nagy pontosságú hűtőközeg-hozzávezetés összehasonlítása
Nagy pontosságú hűtőközeg-hozzávezetés

A modern esztergáló szerszámok olyan fúvókákkal rendelkeznek, amelyek nagy pontosságú hűtőközeg-hozzávezetést tesznek lehetővé közvetlenül a forgácsolási zónára a homlokoldalon, és biztonságos megmunkálást kínálnak. A gép képességeinek optimalizálásához és a szerszáméltartam, illetve a forgácsképzés javításához a hűtőközeg adagolása és sebessége finomhangolható a fúvókaátmérő módosításával.
A nagy pontosságú hűtőközeg-hozzávezetés pozitív hatásai kis nyomáson megjelennek, de minél nagyobb a nyomás, annál igényesebb anyag munkálható meg.




A nagy pontosságú hűtőközeg-hozzávezetéssel javul a forgácskezelés, hosszabb a szerszáméltartam, illetve nagyobb a folyamatbiztonság és a termelékenység.



Nagy pontosságú hűtőközeg-hozzávezetés nélkül a forgácselakadás olyan problémát jelenthet, amely gépleállásokat, szervizigényt, túlzott szerszámkopást és gyenge felületi minőséget eredményez.
Alsó hűtőközeg-hozzávezetés
A legmodernebb esztergálási termékcsaládok alsó hűtőközeg-hozzávezetéssel is rendelkeznek. Az alsó hűtőfolyadék-hozzávezetés szabályozza a hőt a forgácsolási zónában, amellyel hosszabb éltartam és kiszámítható megmunkálás érhető el.
Az alsó hűtőközeg-hozzávezetés nagyon hatékony kis nyomáson, de minél nagyobb a nyomás, annál jobban növelhető az éltartam. A teljesítmény javítása érdekében növelhető a forgácsolási sebesség vagy az előtolás.
Felső vagy alsó hűtőközeg-hozzávezetés? Vagy mindkettő?
Ha egy olyan szerszámot használ, amely felső (nagy pontosságú) és alsó hűtőfolyadék-hozzávezetéssel is rendelkezik, egyes műveletek során célszerű lehet a felső hűtőfolyadék-hozzávezetés kikapcsolása. Ez sokban függ a megmunkáláshoz használt minőségtől és forgácsolási adatoktól, valamint a megmunkálandó munkadarab anyagától.
A vékony bevonatú minőségek (pl. ISO S anyagokhoz készült PVD-minőségek) esetében érdemes alsó és felső hűtőközeg-hozzávezetést is alkalmazni a lapka hővédelme és a képlékeny alakváltozás elkerülése érdekében.
A vastag bevonatú minőségek (pl. az ISO P és ISO S anyagokhoz elsősorban ajánlott CVD-minőségek) jó hővédelemmel rendelkeznek a bevonatban. Előfordulhat, hogy ezek a minőségek nagyoló vagy közepes alkalmazásokban akkor adják a legjobb éltartamot, ha csak az alsó hűtőközeg-hozzávezetés aktív. Lásd a kék diagramot és az ISO P-hez tartozó alábbi magyarázatot.
A közepes bevonatú minőségek (pl. ISO M anyagokhoz készült CVD-minőségek) esetében érdemes alsó és felső hűtőközeg-hozzávezetést is alkalmazni. Ha azonban kráteres kopás jelentkezik az alkalmazás során, próbálkozzon csak alsó hűtőközeg-hozzávezetés használatával, és hasonlítsa össze az éltartamot.
Tudjon meg többet a lapkakopásról.
Hűtőközeg-hozzávezetési ajánlások acél esztergálásához
- Alkalmazzon alsó hűtőközeg-hozzávezetést a hosszabb éltartam érdekében
- Használjon felső hűtőközeg-hozzávezetést (és alsó hűtőközeg-hozzávezetést), ha javítani kell a forgácskezelésen, normál esetben a kék fogásmélységben szükséges (ap) és előtolási (fn) terület
- A kék területen kívül a felső hűtőfolyadék-hozzávezetés az élek kismértékű kopásához és fokozott kráteres kopáshoz vezethet. A kráteres kopás megállapítása nehézséget okozhat, ami kiszámíthatatlan és rövidebb szerszáméltartamot jelent. Ezért ajánlott az alsó hűtőközeg-hozzávezetés. (Ha nem áll rendelkezésre alsó hűtőközeg-hozzávezetés, akkor használjon hagyományos hűtőközeg-hozzávezetési kimenettel rendelkező szerszámot)
| ap (mm) | ||
 | fn (mm/ford) |
Az alsó és felső hűtőközeg-hozzávezetés előnyei különböző anyagokban
| A munkadarab anyaga | Minőségtípus | Felső hűtőközeg-hozzávezetés | Alsó hűtőközeg-hozzávezetés |
| P | CVD | Forgácskezelés | Éltartam |
| PVD | Forgácskezelés/éltartam | ||
| M | CVD | Forgácskezelés | |
| PVD | Forgácskezelés/éltartam | ||
| K | CVD | Éltartam | |
| Kerámia | Éltartam | ||
| N | Bevonat nélküli | Forgácskezelés/éltartam | |
| PVD | Forgácskezelés/éltartam | ||
| PCD (gyémánt) | Forgácskezelés/éltartam | ||
| S | PVD | Forgácskezelés/éltartam | |
| Kerámia | Forgácskezelés |
Hűtőközeg nyomása
A nagynyomású hűtőközeg-hozzávezetés növeli az energiafogyasztást, amelyet fontolóra kell venni fenntarthatósági és költséghatékonysági szempontból. A nagy nyomás azonban különféle módokon növelheti is a termelékenységet.
Nagy pontosságú hűtőközeg-hozzávezetés nagy nyomással
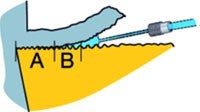
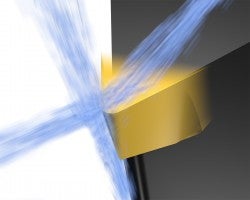
A nagy nyomás a gépben található fúvókán keresztül egy nagy sebességű hűtőközegsugarat hoz létre, amely egy hidraulikus éket eredményez. A hűtőközegsugárnak három fő hatása van:
- Hatékonyabb lapkahűtést biztosít az érintkezési zónában (A)
- A forgácsok gyors eltávolítása a lapka felületéről, a lapka kopásának csökkentésére (B)
- Segít a forgácsot kisebb darabokra törni és eltávolítani a forgácsolási területről
Használjon megfelelő nyomást
7-10 bar (100-150 psi)
A nagy pontosságú hűtőközeg-hozzávezetés hatékonyabb forgácsvezetést és nagyobb folyamatbiztonságot eredményeznek acélnál és más gyakori anyagoknál. A pontosságnak köszönhetően a forgácsolási adatok növelhetők a jobb folyamatbiztonsággal együtt.
70-80 bar (1000-1200 psi)
A nagy nyomás segít a forgácstörésben. A nagy pontosságú hűtőközeg-hozzávezetéshez tervezett geometriákkal még jobb eredmények érhetők el.
150–200 bar (2200–2900 psi)
Igényes anyagoknál, például duplex rozsdamentes acélnál és HRSA-nál nagyobb nyomásra van szükség. Nagy pontosságú hűtőközeg-hozzávezetéshez használjon fúvókás szerszámtartókat és nagy pontosságú hűtőközeg-hozzávezetéshez tervezett geometriákat.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
