
Külső esztergálás
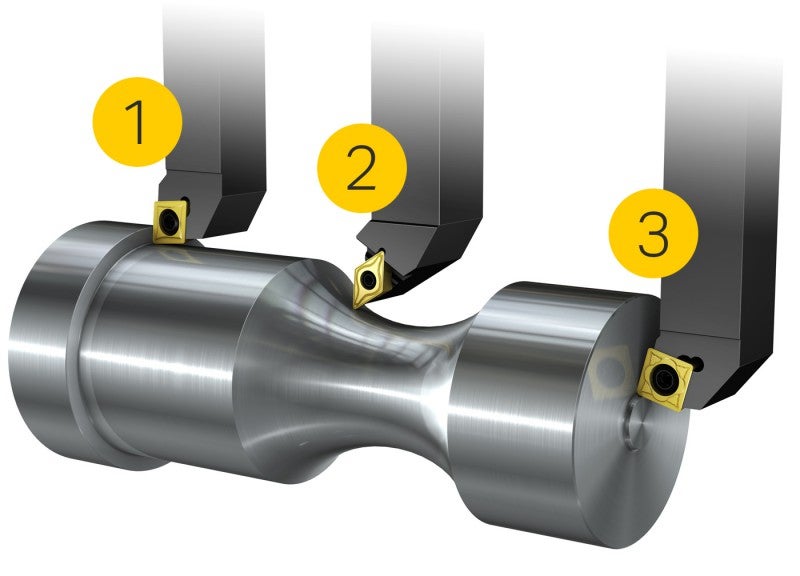
A külső esztergálási műveletek a munkadarab külső átmérőjét munkálják meg. Mivel a külső esztergálás a legismertebb és leggyakrabban alkalmazott folyamatok egyike, komoly igényeknek kell megfelelni a forgácskezelés, a folyamatbiztonság és az alkatrészminőség szempontjából. A külső esztergálás alapvető alkalmazási területei a hosszirányú esztergálás (1), a profilesztergálás (2) és a homlokesztergálás (3).
A PrimeTurning™ segítségével minden irányban lehet esztergálni, nagyobb fémeltávolítási sebességgel és a legnagyobb termelékenységgel.
Hosszirányú esztergálás

Hosszirányú esztergálás esetén a szerszám előtolása a munkadarab tengelye mentén történik, tehát az alkatrész átmérője az esztergálás során kisebb lesz. Ez a leggyakoribb esztergálási mód.
Hosszirányú esztergálás esetén ajánlott először a szerszámtartóban alkalmazott lapkabefogó rendszert kiválasztani. A választásnak a művelet típusán és bizonyos mértékig a munkadarab méretén kell alapulnia. A nagyoló műveletek nagyobb munkadarabokon jelentősen eltérő igényeket támasztanak, mint a simító műveletek kis méretű munkadarabokon.
Lapkaalak
A lehető legnagyobb csúcssugarat kell kiválasztani a lapkán a szilárdság és a költséghatékonyság érdekében.
Belépési szög
A szerszám belépési szöge befolyásolja a forgácsképződést. 90º-os belépési szögnél (0°-os bekezdési szög) a forgácsvastagság ugyanaz, mint az előtolás, fn. Egy kisebb, 75°-45°-os szög (15–45°-os bekezdési) csökkenti a forgácsvastagságot és lehetővé teszi az előtolás növelését.
Szerszámtartó
Ha egy vállat kell megmunkálni az alkatrészben, akkor használjon 91–95°-os belépési szögű (-1–-5°- bekezdési szög) szerszámot. Első választásként használjon C stílusú (80°-os) lapkát.
A D stílusú lapkák (55°) lehetővé teszik a profilesztergálást vagy az aláesztergálást.
Ha nem kell vállat megmunkálni, akkor a termelékenység növelhető négyzetes lapka és 75° belépési szög (15°-os bekezdési szög) választásával.



Esztergaszerszámok hosszirányú esztergáláshoz
Profilesztergálás

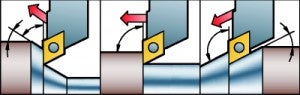
Profilesztergálásnál a forgácsolás a fogásmélységtől, az előtolástól és a sebességtől függően eltérhet. A profilesztergáláshoz használt szerszámok változó igénybevételnek és fogásmélységnek vannak kitéve a változó megmunkálási irányok és az átmérőváltozások miatt. Egy profilesztergálási szerszám egyik legfontosabb tulajdonsága a hozzáférhetőség.
Lapkaalak
A lapka legnagyobb lehetséges csúcssugarát a szilárdság és a költséghatékonyság függvényében kell kiválasztani, de figyelembe kell venni a hozzáférhetőséget is. A leggyakrabban használt csúcssugarak a 35° és az 55°.
Belépési szög

Elemezze a munkadarab profilját a legmegfelelőbb belépési szög kiválasztásához. Legalább 2°-os szabad forgácsolási szög ajánlott a munkadarab és a lapka között. Azonban a felületi minőséggel és éltartammal kapcsolatos okok miatt legalább 7°-os belépési szög (83°-os bekezdési szög) ajánlott.
Szerszámtartó
Az elsősorban ajánlott megoldás egy 93°-os belépési szögű (-3° bekezdési szög) szerszám és egy D stílusú (55°) lapka. Ha nagyobb mélyítési szögre van szükség, akkor használjon V stílusú (35°-os) lapkát.
Ha profilesztergálást kell végezni egy másik irányban vagy egy sarok visszaesztergálását kell elvégezni, akkor válasszon 107–117°-os belépési szögű (-17 – -27°-os bekezdési szög) szerszámtartót.Esztergaszerszámok profilesztergáláshoz
Homlokesztergálás

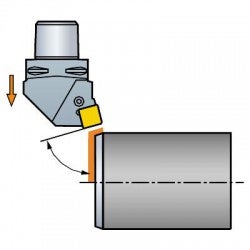
A homlokesztergálásnál a szerszámot radiálisan kell előre tolni a középvonal felé, a munkadarab végén. A radiális forgácsolóerők nagyok, amelyek a munkadarab elhajlását okozhatják, néha rezgésekkel együtt.
Lapkaalak
A lapkaalakot a szükséges belépési szögnek megfelelően és a munkadarabnál igényelt hozzáférhetőség vagy sokoldalúság függvényében kell kiválasztani. A lehető legnagyobb csúcssugarat kell kiválasztani a lapkán a szilárdság és a költséghatékonyság érdekében.
Belépési szög
75°-os belépési szög (15°-os bekezdési szög)
A belépési szög csökkentése (a bekezdési szög növelése) a radiális erők egy részét átirányítja axiálisan a tokmányra a jobb stabilitás és a rezgési hajlam csökkentése érdekében.
Szerszámtartó
Az optimalizálás érdekében válasszon szerszámtartót négyzetes lapkával és 75°-os belépési szöggel (15°-os bekezdési szög).
Sokoldalúsághoz válasszon szerszámtartót rombikus 80°-os vagy háromszöglapkával és 95°-os belépési szöggel (-5°-os bekezdési szög).Esztergaszerszámok homlokesztergáláshoz
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
PrimeTurning™
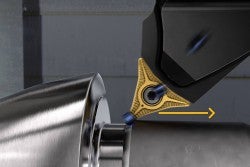
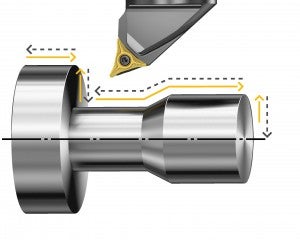
A PrimeTurning™ egy olyan stratégia, ahol a szerszám a tokmánynál lép be az alkatrészbe, és az alkatrész vége felé haladva távolítja el az anyagot, ellentétben a hagyományos, tokmány felé haladó iránnyal. Ez az esztergálási mód sokkal hatékonyabb és termelékenyebb, mint a hagyományos esztergálás.
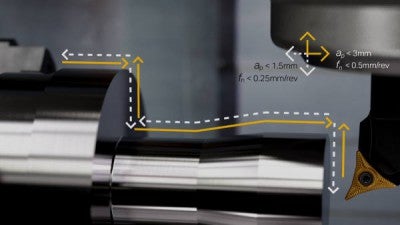
Ez a stratégia megfelelő rugalmasságot biztosít az esztergáláshoz bármely irányban, tehát egyetlen szerszámmal lehet hosszirányú, homlok- és profilesztergálást végezni. Továbbá hagyományos esztergálás is végezhető ugyanazzal a szerszámmal – de csak hagyományos termelékenységi eredményekkel.
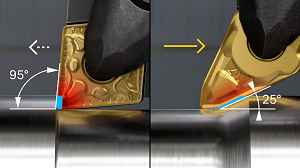
Kis belépési szög
A PrimeTurning™ tökéletes elérést biztosít a saroknál, és lehetővé teszi a 25–30°-os belépési szögeket (65–60°-os bekezdési szög). A kis belépési szög vékony és széles forgácsokat hoz létre, amely eloszlatja a hőt a csúcssugár felől. Ez hosszabb éltartamot eredményez, vagy lehetővé teszi a forgácsolási adatok növelését, amely jelentős termelékenységnövekedést biztosít.
A hagyományos esztergálás és a PrimeTurning™ összehasonlítása
Kiváló forgácselvezetés
A forgács elakadása gyakori problémát jelent hagyományos hosszirányú esztergálás esetén. A PrimeTurning™ esetében a forgácsolás a saroktól elfelé halad, a forgács elakadása így nem jelent kockázatot.

Mikor érdemes a PrimeTurning™ módszert használni
A nagyobb radiális erők miatt ehhez a módszerhez stabil alkatrészekre és összeállításra van szükség. Leginkább a rövid és kis méretű alkatrészekhez alkalmas, illetve a karcsú alkatrészekhez szegnyereg használata esetén. A PrimeTurning™ nagyon jó választás a tömeggyártáshoz és olyan alkatrészek esetén, ahol gyakori beállításra és szerszámcserére van szükség.További információk a CoroTurn® Prime szerszámokról
Nehéz esztergálás

Tipikus nehéz esztergálási alkalmazás: egyenetlen felületű, nagyméretű alkatrészek esztergálása különösen nagy és változó fogásmélység esetén.
A fogásban töltött idő általában nagyon hosszú, ami magas hőmérsékletet eredményez. A forgácsolási sebességet és a fordulatszámot általában a darab mérete és szorítása korlátozza. A megmunkálás általában száraz körülmények között történik, ezért a gépek általában nyitottak és nem megfelelőek nedves megmunkáláshoz.
Ilyen alkatrészek például az energiaiparban használatos nagyméretű tengelyek, erőátviteli tengelyek és védőlemezek nukleáris és nagy konténerekhez.
Rúdhántolás

A rúdhántolás a meleghengerelt és kovácsolt előgyártmányokon keletkezett oxid- és reveréteg, felületi repedések stb. eltávolításához használatos. A rúdhántolás vastag falú csöveknél is alkalmazható.
A leggyakrabban hántolt anyagok a szénacél, rugóacél és rozsdamentes acélok.
Az alkalmazási területek sokfélék, de a rúdhántolt előgyártmányok általában közbenső gyártási állapotot jelentenek a további feldolgozás előtt. Ilyenek például a csőgyártáshoz használt extrúziós előgyártmányok és az autóiparban használt tengelyes alkatrészek.
A hagyományos esztergáláshoz képest, a rúdhántolás nagy termelékenységű és alacsony gyártási költségű megmunkálási eljárás, köszönhetően a rövidebb megmunkálási időnek. A felületi minőség és mérettűrések is magasak, így kevesebb megmunkálás szükséges a követő műveletekben.Esztergaszerszámok nehézesztergáláshoz
Szeretne többet megtudni az újraesztergálásról és az új kerekek esztergálásáról? Olvassa el Vasúti esztergálási alkalmazási útmutatónkat.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
