
Indications sur les applications de filetage par tourbillonnage

Montage pour le filetage par tourbillonnage
Etapes à suivre :




- Vérifier quelle unité de filetage par tourbillonnage sera utilisée
- Choisir une couronne de tourbillonnage adaptée à l'unité de filetage par tourbillonnage
- Vérifier le profil du filet à usiner. Une plaquette standard est-elle disponible ? S'il n'y a pas de plaquette standard, un dessin précis du profil et du diamètre sera nécessaire
- Mesurer le décalage de la pointe de coupe par rapport à l'axe de rotation
a) Retirer une unité de filetage par tourbillonnage de la machine
b) Mesurer le diamètre (D) de l'arbre d'entraînement
c) Installer la couronne de tourbillonnage dans l'unité d'entraînement
d) Poser le corps de l'unité de filetage par tourbillonnage sur une table plane et mettre le cadran à zéro sur le diamètre extérieur de l'arbre d'entraînement
e) Mesurer la différence de hauteur entre le diamètre extérieur de l'arbre d'entraînement et le logement de plaquette de la couronne de tourbillonnage (H)
f) Relever la position de la pointe de coupe de la plaquette (I) sur le dessin de la plaquette
g) Calculer le décalage (O) : O = D/2 - H + I - Pour tout conseil sur le montage et les conditions de coupe, s'adresser à un spécialiste. Il est préférable d'utiliser une calculatrice de filetage par tourbillonnage
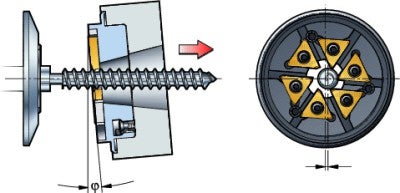
- Incliner l'unité de filetage par tourbillonnage à l'angle d'hélice souhaité pour le filetage et s'assurer que l'outil est centré par rapport à la pièce
- Programmer le décalage de la couronne pour obtenir un diamètre de vis correct
- Faire tourner la couronne de tourbillonnage et la pièce dans la même direction (fraisage en avalant) pour obtenir une durée de vie d'outil optimale
- Faire tourner la pièce moins vite, en fonction de son diamètre et de l'angle du filet
- Coordonner le mouvement de la couronne de tourbillonnage et la rotation de la pièce pour obtenir un bon état de surface et une productivité élevée
Note ! De nombreuses unités de filetage par tourbillonnage ont une réduction par engrenages. La vitesse de rotation programmée ne correspond donc pas à la vitesse de rotation de l'outil - Faire un essai et mesurer les cotes de la pièce. Ajuster selon les besoins, voir la rubrique sur la résolution des problèmes
