Un examen attentif de la plaquette et de l'arête de coupe après l'usinage permet d'optimiser les résultats en matière de durée de vie d'outil, de qualité des filets et de vitesse de coupe. Utilisez cette liste de problèmes et solutions pour différentes formes d'usure comme référence pour réussir le filetage.
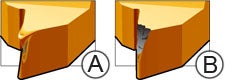
Déformation plastique
La déformation plastique (A) finit par entraîner l'écaillage de l'arête (B).
Échauffement excessif de la zone de coupe
Arrosage insuffisant
Nuance inadaptée
a) Réduire la vitesse de coupe, augmenter le nombre de pénétrations b) Réduire la plus grande profondeur de pénétration, vérifier le diamètre avant le filetage
Augmenter le débit d'arrosage
Choisir une nuance plus résistante à la déformation plastique
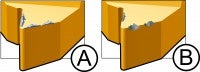
Arête rapportée
Les arêtes rapportées (A) et l'écaillage de l'arête (B) surviennent souvent ensemble. L’arête rapportée finit par être arrachée en entraînant des fragments de la plaquette, ce qui provoque l’écaillage.
Fréquent dans les aciers inoxydables et les aciers bas carbone
Nuance de coupe inadaptée ou température trop basse de l'arête de coupe
Augmenter la vitesse de coupe
Choisir une nuance plus tenace, de préférence revêtue PVD
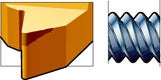
Rupture de plaquette
Diamètre initial incorrect avant filetage
Série de passes trop dures
Nuance inadaptée
Mauvais contrôle des copeaux
Hauteur de centre incorrecte
Tourner la pièce au diamètre requis pour le filetage, soit une surépaisseur de 0.03–0.07 mm (0.001–0.003 pouce) par rapport au diamètre maximum du profil
Augmenter le nombre de pénétrations. Réduire les plus grandes profondeurs de passe
Sélectionner une nuance plus tenace
Choisir la géométrie C et pratiquer la pénétration oblique modifiée
Hauteur de centre correcte
Usure en dépouille rapide
Matière très abrasive
Vitesse de coupe trop élevée
Profondeurs de passe insuffisantes
Plaquette au-dessus de la ligne de centre
Nuance non conforme Sélectionner une nuance plus résistante à l’usure.
Réduire la vitesse de coupe
Réduire le nombre de passes
Hauteur de centre correcte
Usure en dépouille anormale
État de surface de mauvaise qualité sur un des flancs du filet
Méthode de pénétration oblique incorrecte
L’angle d’inclinaison de la plaquette ne correspond pas à l’angle d’hélice du filet
Modifier la méthode de pénétration oblique pour les géométries F et A : 3 - 5° de dépouille, Pour la géométrie C : 1° de dépouille
Changer la cale-support pour obtenir le bon angle d'inclinaison
Vibrations
Mauvais bridage de la pièce
Montage incorrect de l'outil
Conditions de coupe incorrectes
Hauteur de centre incorrecte
a) Utiliser des mors doux b) Si une contrepointe est utilisée, optimiser le trou de centrage de la pièce et vérifier la pression de la contrepointe
a) Utiliser le plus petit porte-à-faux possible b) Contrôler l’usure du manchon de serrage de la barre c) Utiliser une barre antivibratoire spéciale pour le filetage au tour
Augmenter la vitesse de coupe Si le problème persiste, réduire fortement la vitesse de coupe et essayer la géométrie F