
Normes de filets et tolérances des trous à tarauder
Normes de filets
Il existe cinq normes de filets utilisées pour les tarauds : ISO, ANSI, DIN, DIN/ANSI et JIS. Les normes DIN et ISO sont utilisées partout dans le monde ; ANSI est plus courante sur les marchés américains et JIS sur les marchés asiatiques.
- ISO, ANSI et JIS ont un OAL (longueur globale) assez court et se ressemblent beaucoup, à part le diamètre des queues qui est en pouces pour ANSI et métrique pour ISO et JIS.
- DIN est une version longue avec diamètre de queue métrique et grand OAL.
- DIN/ANSI est un mélange des deux avec les diamètres de queues ANSI et la longueur OAL de DIN.

ISO, ANSI, JIS

DIN, DIN/ANSI
Tailles de queues et de carrés ISO

| Diamètre de queue (DMM),mm | Carré (WSC), mm | ISO 529 Métrique | ISO 529 UNC/UNF BSW/BSF | ISO2283 Métrique | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Tailles des queues et carrés DIN
| Diamètre de queue (DMM), mm | Carré (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Tailles des queues et des carrés ANSI

| Diamètre de queue (DMM), pouces | Carré (WSC), pouces | ASME B94.9 tailles de vis machine | ASME B94.9 tailles en fractions | ASME B94.9 tailles métriques |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Tailles de queues et carrés JIS

| Diamètre de queue (DMM), mm | Carré (WSC), mm | Taille |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Tolérances des trous à tarauder
| Classe de tolérance, taraud |
| ISO | DIN | ANSIBS | Tolérance, filet intérieur (écrou) | Application |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Ajustement serré |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Ajustement normal |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Ajustement lâche |
| - | 7 G | - | 7 G 8 G | Ajustement lâche en vue d'un traitement ou revêtement ultérieur |
Tolérance du taraud et tolérance du filetage intérieur (écrou)
La tolérance de taraud normale est ISO 2 (6H) ; elle produit un ajustement de qualité moyenne entre les vis et les écrous. Une tolérance plus basse (ISO 1) produit un ajustement serré sans espace entre les flancs des filets des vis et des écrous. Des tolérances plus hautes (ISO 3) produisent un ajustement lâche avec un grand espace. Cela sert lorsqu'on veut mettre un revêtement dans les écrous ou si l'on souhaite des boulons avec du jeu. Entre les tolérances 6H (ISO 2) et 6G (ISO 3) et entre les tolérances 6G et 7G, il existe des tarauds avec des tolérances 6HX et 6GX. Le X signifie que la tolérance est hors norme ; elle sert pour les tarauds destinés au taraudage de matières haute résistance ou abrasives comme les fontes. Ces matières ne posent pas de problèmes de surdimensionnement et il est possible d'utiliser une tolérance moins serrée afin de prolonger la durée de vie de l'outil. La largeur de la tolérance est égale entre 6H et 6HX. Les tarauds par déformation sont généralement produits avec une tolérance 6HX ou 6GX.
Les filets de tubes renvoient aux normes suivantes :
- Filets G : ISO 228-1. Une seule classe pour les filets intérieurs (tarauds)
- Filets Rc et Rp : ISO 7-1.
- Filets NPT et NPSM : ANSI B1.20.1.
- Filets NPTF et NPSF : ANSI B1.20.3
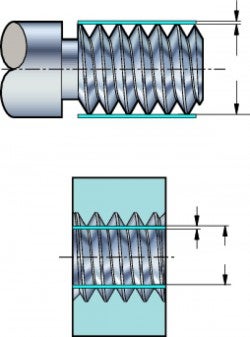
Positionnement de la tolérance
La largeur de la tolérance sur les tarauds conçus pour une tolérance spécifique est beaucoup plus petite que la largeur de la tolérance du filet fini. La tolérance des tarauds est positionnée de manière à ce qu'ils coupent un filet correct dès le départ. À l'utilisation, les tarauds s'usent progressivement jusqu'à devenir trop petits pour couper un filet correct ; ils deviennent plus petit que la tolérance la plus basse de l'étalon GO. Il aurait été optimal de positionner la tolérance des tarauds dans la partie supérieure de la plage des filets intérieurs, mais il y aurait eu un risque trop important de couper des filets surdimensionnés au dessus de l'étalon NO-GO. Les tolérances X utilisées pour les matières qui ne posent pas de problèmes de surdimensionnement sont positionnées plus haut. La durée de vie des tarauds est ainsi plus longue car une usure plus importante est possible avant que le taraud ne coupe des filets trop petits.
Tolérances DIN
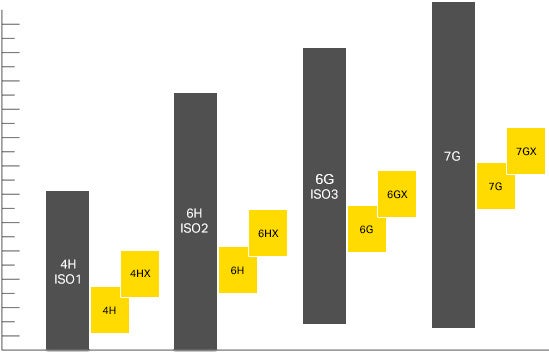
 | Classes de tolérances des filets Zones de tolérances des tarauds |
Tolérances ANSI
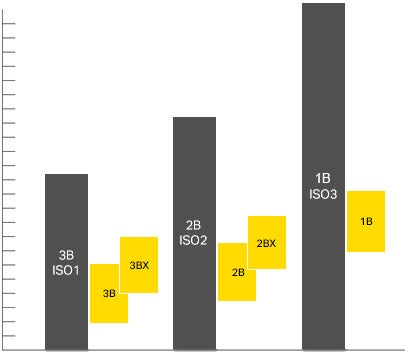
| Classes de tolérances des filets Zones de tolérances des tarauds |
