Indications sur les applications de filetage au tour

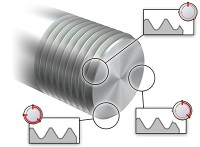
Les problèmes d'accumulation des copeaux et d'enroulement autour des robots, des mandrins, des outils et des pièces sont fréquents en filetage au tour. Les copeaux peuvent aussi s'accrocher sur le convoyeur et provoquer des pannes ou des temps morts. Un bon contrôle des copeaux dans les opérations de filetage au tour est essentiel pour la qualité des pièces. Nos indications sur les applications de filetage au tour permettent d'obtenir un bon contrôle des copeaux et une longue durée de vie d'outil.
OptiThreading™
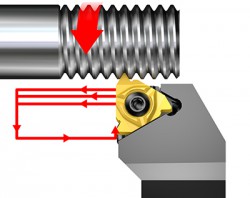
La méthode OptiThreading™ offre le meilleur contrôle des copeaux possible. Cette méthode produit des trajectoires d'outils qui intègrent des mouvements oscillatoires contrôlés visant à produire des interruptions dans la coupe lors des différentes passes à l'exception de la dernière. Elle offre le meilleur contrôle possible du process et une excellente qualité de pièce.
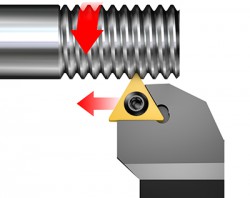
Pénétration oblique modifiée
Dans les applications de filetage au tour conventionnelles, utiliser la pénétration oblique modifiée pour avoir un bon contrôle des copeaux. Avec la pénétration oblique modifiée, le filetage au tour ressemble plus à une opération de tournage ordinaire. Cette méthode permet d'avoir un process parfaitement contrôlé avec peu de problèmes de copeaux offrant une durée de vie d'outil prévisible et une meilleure qualité de filet.
Pénétration oblique opposée
Avec ce type de pénétration, la plaquette peut couper avec la dépouille arrière (dépouille opposée), il est donc possible de diriger le copeau dans la bonne direction. Ceci est important dans les opérations de filetage intérieur au tour, en particulier lors du filetage en fond de trou borgne. Ceci favorise un usinage continu et sans problèmes ; il n'y a pas d'arrêts non planifiés.
| Pénétration oblique modifiée standard | Direction de l'avance | Pénétration oblique opposée |
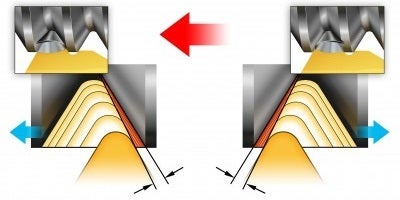 | ||
| Direction des copeaux | Direction des copeaux |
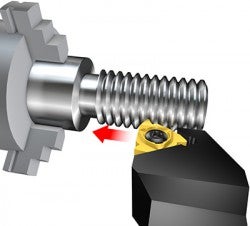
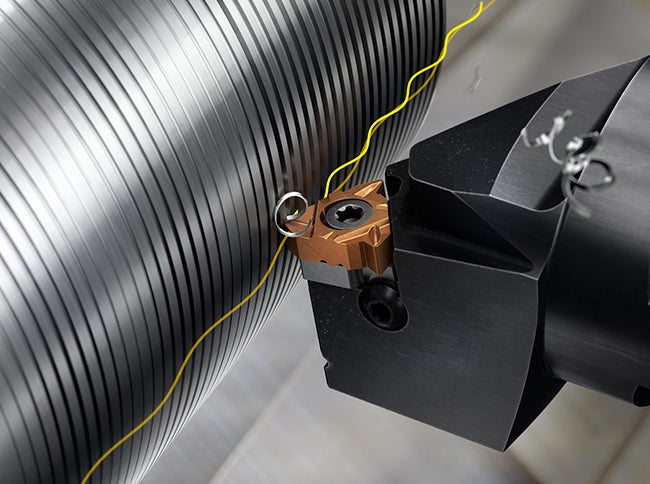
Liquide de coupe et arrosage

Pour un contrôle et une évacuation optimum des copeaux, il est recommandé d'utiliser des outils avec l'arrosage de précision. L'arrosage de précision apporte les avantages suivants :
- Refroidir l'arête de coupe plus efficacement
- Bonne évacuation des copeaux
- Meilleur contrôle des copeaux
Dans le filetage au tour avec arrosage par l'extérieur, seule une petite partie du liquide de coupe parvient au fond du filet et l'arrosage n'a pas beaucoup d'effet.
Avec les outils équipés de l'arrosage par l'intérieur, le liquide de coupe atteint l'arête de coupe même au fond de filets profonds. L'arrosage peut ainsi réduire efficacement la température, ce qui
- permet d'augmenter les conditions de coupe ou d'utiliser une nuance plus tenace
- facilite le contrôle des copeaux et produit de meilleurs états de surface
Une température plus basse réduit l'usure de la plaquette, notamment l'usure en dépouille et la déformation plastique, et prolonge sa durée de vie. Mais une température trop basse réduit la durée de vie de la plaquette dans les matières collantes, par ex. les aciers inoxydables, en raison de l'apparition d'arêtes rapportées.
Vérification du diamètre
Vérifiez le diamètre de la pièce par rapport aux spécifications avant le filetage au tour.
- Si le diamètre est trop grand pour le filetage extérieur ou trop petit pour le filetage intérieur, la première coupe sera trop profonde et la plaquette peut casser.
- Si le diamètre est trop petit pour le filetage extérieur ou trop grand pour le filetage intérieur, le diamètre du filet sera incorrect.
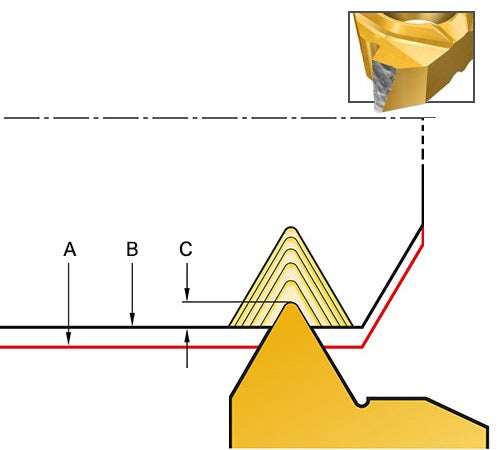
A : Diamètre initial trop grand pour un filet extérieur
B : Diamètre de filet extérieur correct
C : Première passe du cycle de filetage
Durée de vie des outils
Un examen attentif de la plaquette après le filetage vous permettra d'obtenir des résultats optimaux en termes de durée de vie, de vitesse de coupe et de qualité du filet.
Les deux principaux paramètres qui influencent la durée de vie de l'outil sont la pénétration et la vitesse. L'augmentation d'un de ces deux paramètres réduit le temps de coupe par pièce mais augmente la température. Toutefois, une température trop élevée réduit la durée de vie de l'outil.
Pour optimiser la durée de vie de l'outil, il est préférable d'optimiser la pénétration et l'épaisseur de copeau en premier. La modification de ces paramètres entraîne une élévation de la température moins importante que l'augmentation de la vitesse de coupe. Une épaisseur de copeau trop importante peut surcharger la plaquette.
Appliquer l'arrosage pour contrôler la température. L'arrosage de précision est le plus efficace.
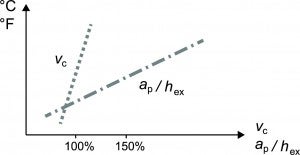
Effet de l'augmentation de la vitesse de coupe et de la pénétration sur la température
| Pénétration, ap |
|
|
| Vitesse de coupe,vc |
|
|
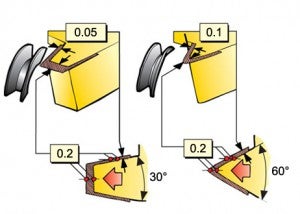
Epaisseur des copeaux
Lors du tournage de matières sujettes à l'écrouissage en coupe, éviter les faibles profondeurs de coupe pour éviter de couper dans la croûte écrouie.
Avec une profondeur de coupe radiale de 0.2 mm (0.008 pouce), l'épaisseur des copeaux sur les flancs sera de
- 0.05 mm (0.002 pouce) avec un profil à 30°
- 0.1 mm (0.004 pouce) avec un profil à 60°
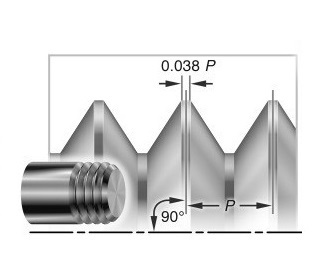
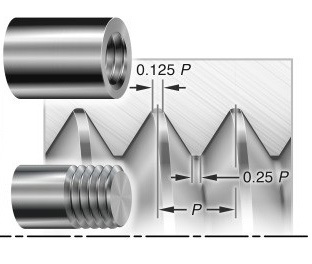
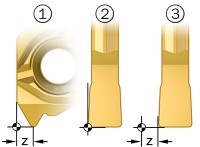
Rayon de bec de la plaquette et durée de vie
Le rayon de bec est la partie la plus fine de la plaquette et la plus sensible à la rupture sous la forte pression exercée pendant le filetage.
Les rayons de bec diffèrent énormément les uns des autres selon le type de plaquette. La vitesse de coupe et le nombre de passes doivent en tenir compte pour optimiser les performances et la sécurité de l'usinage.
Les plaquettes pour profils de filets NPT et NPTF ont le plus petit rayon de bec de la gamme standard. Pour optimiser les performances, augmenter le nombre de passes et réduire la vitesse de coupe.
La plaquette intérieure a un rayon de bec beaucoup plus petit que la plaquette extérieure.
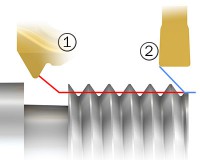
Pré-usinage avec un outil de tournage
Il est possible d'améliorer tant la productivité que la durée de vie de l'outil en pré-usinant le filet avec un outil de coupe à 55 ou 60°. La passe de finition se fera avec l'outil à fileter.
En cas d'usinage de filets avec de petits rayons de fond et de sommet, cette méthode peut aussi être utilisée avec une plaquette ayant le même angle mais un rayon de bec plus grand. Une surépaisseur doit être laissée pour les passes de finition avec la plaquette de filetage.
Ebavurage
Ebavurage du départ de filet
Les bavures ont tendance à se former au début du filet, avant que la plaquette ne crée le profil complet. Les bavures peuvent poser des problèmes ; elles doivent être éliminées. Ceci est particulièrement important dans l'industrie hydraulique et le secteur alimentaire qui demandent des tolérances serrées et une grande qualité.
Les bavures se forment surtout dans les aciers inoxydables et les matières duplex difficiles.
L'ébavurage des filets s'effectue avec des outils de tournage standard. Il est important de bien positionner la plaquette d'ébavurage par rapport au filet, en fonction du pas et du cycle de filetage.
Ebavurage d'un filet
- Utiliser un cycle standard avec les valeurs de pénétration recommandées. L'outil doit sortir du filet à un angle de 45°.
- Utiliser le même programme de filetage avec la même vitesse de coupe et une plaquette de tronçonnage et gorges. Diviser le nombre de passes par 2. Programmer la longueur à ébavurer avant la sortie à 45° à 1 x le pas et mesurer le point zéro en fonction des instructions ci-dessous.
Instructions de réglage
- Régler le point zéro de la plaquette de filetage.
- Mesurer le point zéro de la plaquette de tronçonnage et gorges.
- Décaler la plaquette de tronçonnage et gorges de cette distance.
Ebavurage du diamètre du filet
Lors du tournage d'un filet avec une plaquette à profil partiel, le sommet du filet porte souvent des bavures. Si la qualité du filet est importante, ces bavures doivent être retirées.
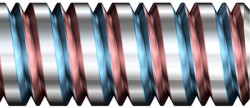
Filets à plusieurs entrées
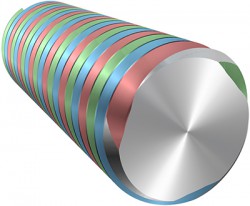
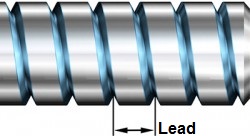
Les filets à deux hélices ou plus demandent deux départs ou plus. L'avance de ce type de filet est deux fois plus grande que celle d'un pas de vis simple.
L'avance augmente en fonction du pas selon un multiple égal au nombre de départs.
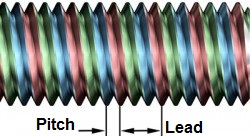
- Sur un filet simple, l'avance et le pas sont égaux.
- Sur un filet double, l'avance est égale à deux fois le pas.
- Sur un filet triple l'avance est égale à trois fois le pas, etc.
Pour produire des filets multiples, il faut les usiner à tour de rôle successivement comme des filets simples, chacun en plusieurs passes.
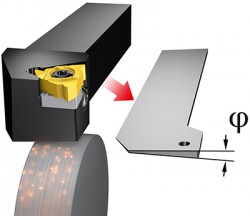
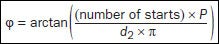
il est important de choisir la bonne cale-support. Utiliser la valeur de l'avance pour calculer l'angle d'inclinaison nécessaire (angle d'hélice) afin de savoir quelle cale-support choisir. Voir la rubrique Comment sélectionner une plaquette de filetage au tour et une cale-support.
Réglage des porte-plaquettes pour usinage extérieur
Lorsque le pas est deux ou trois fois plus grand, ou même plus, l'angle de coupe change considérablement ; dans les cas extrêmes, les cales-supports ne suffisent pas pour obtenir l'angle nécessaire. Si tel est le cas, les porte-plaquettes extérieurs peuvent être fraisés ou rectifiés dans la direction de l'angle de coupe.
- Les cales-supports ne doivent pas être rectifiées. La stabilité du système dans son ensemble serait compromise.
- Calculer l'angle d'hélice Phi et commander un porte-plaquette spécial.
- Avec un grand pas sur un petit diamètre, l'angle d'hélice sera grand.