Indications sur les applications de filetage à la fraise
Pour obtenir les meilleurs résultats lors du filetage à la fraise, les points suivants doivent être pris en compte :
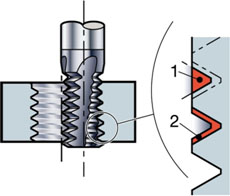
Choix du diamètre de coupe
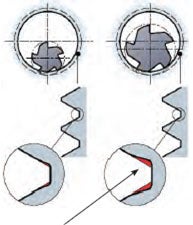
Les petits diamètres de coupe permettent d'obtenir des filets de meilleure qualité. L'engagement de la fraise crée une très légère erreur de forme à la base du profil du filet. Dans les applications de filetage intérieur à la fraise, la relation entre le diamètre de filetage, le diamètre de coupe et le pas a une influence sur la profondeur de coupe radiale réelle, ae eff, qui augmente beaucoup plus que la profondeur de coupe radiale choisie. Une ae réelle plus grande augmente la déviation au fond du filet. Pour réduire la déviation du profil du filet, le diamètre de la fraise ne doit pas être supérieur à 70 % du diamètre du filet.
Exemple M30x3
Un outil de 21.7 mm de diamètre donne une déviation du profil de 0.07 mm (0.0027 pouce).
Un outil de 11.7 mm de diamètre donne une déviation du profil de 0.01 mm (0.0004 pouce).
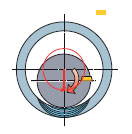
Trajectoire de l'outil pour le filetage à la fraise
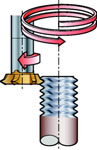
La trajectoire de l'outil produit un filet à droite ou à gauche selon qu'il s'agit de fraisage en avalant ou en opposition. Toujours engager et retirer la fraise à fileter en douceur, c'est-à-dire par interpolation circulaire. Le filetage à la fraise requiert une machine capable de mouvements simultanés des axes X, Y et Z. Le diamètre du filet est déterminé par les axes X et Y ; le pas est contrôlé par l'axe Z.
| Pas | 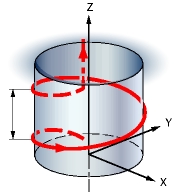
|
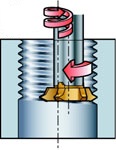
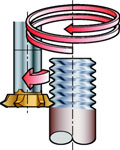
Filetage intérieur à droite
Toutes les fraises sont initialement positionnées aussi près que possible du fond du trou et remontent selon une trajectoire hélicoïdale dans le sens opposé de celui des aiguilles d'une montre de manière à effectuer un fraisage en avalant.
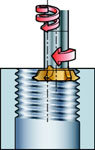
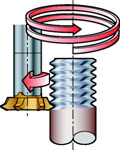
Filetage intérieur à gauche
La réalisation d'un filet à gauche suit la direction opposée, du haut vers le bas, toujours en rotation dans le sens contraire des aiguilles d'une montre pour effectuer un fraisage en avalant.
| Intérieur | |
|---|---|
| Filets à droite | Filets à gauche |
| Fraisage en avalant | |
 |
 |
| Fraisage en opposition | |
 | 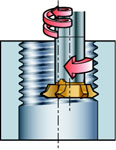 |
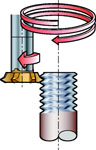
| Extérieur | |
|---|---|
| Filets à droite | Filets à gauche |
| Fraisage en avalant | |
|
|
| Fraisage en opposition | |
|
|
Fraisage en avalant
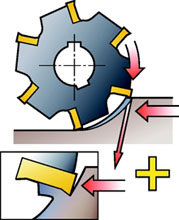
- Le fraisage en avalant est réalisé lorsque l'avance de l'outil va dans le même sens que la rotation
- Le fraisage en avalant doit toujours être préféré si la machine-outil, le bridage et la pièce le permettent.
- Les copeaux sont épais en entrée et fins en sortie, ce qui prévient le frottement de l'arrête sur la matière et la formation de bavures à l'entrée en coupe.
Fraisage en opposition
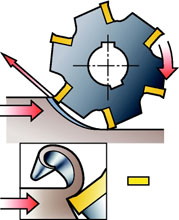
- Dans le fraisage en opposition, la direction de l'avance est opposée au sens de rotation de l'outil.
- L'arête de coupe doit entrer en coupe par la force, ce qui produit un effet de frottement ou de brunissage, élève la température et écrouit souvent la matière (que l'arête suivante devra couper). Ces phénomènes réduisent la durée de vie de l'outil.
- Des copeaux épais en sortie réduisent la durée de vie de l'outil.
- L'épaisseur importante des copeaux en sortie et leur température élevée provoque parfois un collage ou un soudage sur l'arête de coupe. Le copeau se retrouve ainsi entraîné avec l'arête jusqu'à la prochaine entrée en coupe de celle-ci et cela peut provoquer l'écaillage de l'arête.
Entrée en coupe – interpolation circulaire

Programmer une entrée en coupe en douceur lors du fraisage circulaire ou de l'interpolation hélicoïdale. Il suffit de programmer un cercle supplémentaire pour obtenir une entrée progressive en coupe. À chaque quart de tour pendant l'entrée en coupe, le pas doit être divisé par quatre. Une entrée douce en coupe permet aussi d'éviter les vibrations et de prolonger la durée de vie de l'outil.
Avance à la dent
Toujours appliquer une faible avance à la dent pour obtenir une bonne qualité et éviter les marques d'avance sur la surface usinée. L'avance à la dent ne doit pas dépasser 0.15 mm/dent (0.006 pouces/dent). Une petite valeur de hex est donc nécessaire.
Avance correcte pour le logiciel machine
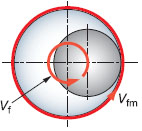
Toujours calculer l'avance correcte pour le logiciel machine afin de garantir une pression correcte sur la plaquette. L'avance dépend toujours de la valeur de hex qui correspond à l'avance périphérique. Toutefois, de nombreuses machines utilisent l'avance centrale de l'outil (vf). Dans les applications de filetage intérieur à la fraise, la trajectoire de l'outil à la périphérie est plus rapide que le mouvement du centre de l'outil. La programmation de l'avance sur la plupart des fraiseuses est basée sur l'axe de la broche et ceci doit être pris en compte dans les calculs pour le filetage à la fraise afin de majorer la durée de vie de l'outil et d'éviter les vibrations et la rupture de l'outil.
Nombre de passes
La division de l'opération de filetage à la fraise en plusieurs passes permet d'usiner des pas plus grands et d'améliorer la sécurité et d'éviter les ruptures d'outils dans les matières difficiles. Le filetage à la fraise en plusieurs passes améliore aussi la tolérance du filet en raison de la réduction de la déflexion de l'outil. Ceci donne une meilleure sécurité avec les grands porte-à-faux et les conditions instables. Toujours appliquer plusieurs passes pour le filetage à la fraise dans des matières trempées ou difficiles.
Usinage à sec ou sous arrosage
L'usinage à sec est toujours recommandé. En effet, l'arrosage augmente les variations de température entre l'entrée en coupe et la sortie, ce qui favorise les fissures thermiques. Toutefois l'arrosage peut être bénéfique dans certaines circonstances, par exemple pour la finition des aciers inoxydables et de l'aluminium, et pour l'usinage des superalliages réfractaires et des fontes (réduction des poussières toxiques). Il est cependant encore mieux d'évacuer les copeaux à l'aide d'air comprimé.

Considérations sur les conditions de coupe
- Dans les applications de filetage intérieur à la fraise, ae est plus importante que dans une coupe rectiligne, ce qui réduit l'effet d'amincissement des copeaux.
- Dans les applications de filetage extérieur à la fraise, la profondeur de coupe radiale réduit considérablement et une vitesse de coupe plus élevée peut être appliquée.
- L'angle d'attaque du rayon de bec est de 90°. Etant donné qu'il s'agit de la partie la plus sensible de la plaquette, les calculs de hex doivent être effectués sur la base d'un angle d'attaque de 90°.
Pour les conditions de coupe et valeurs, utiliser CoroPlus® ToolGuide
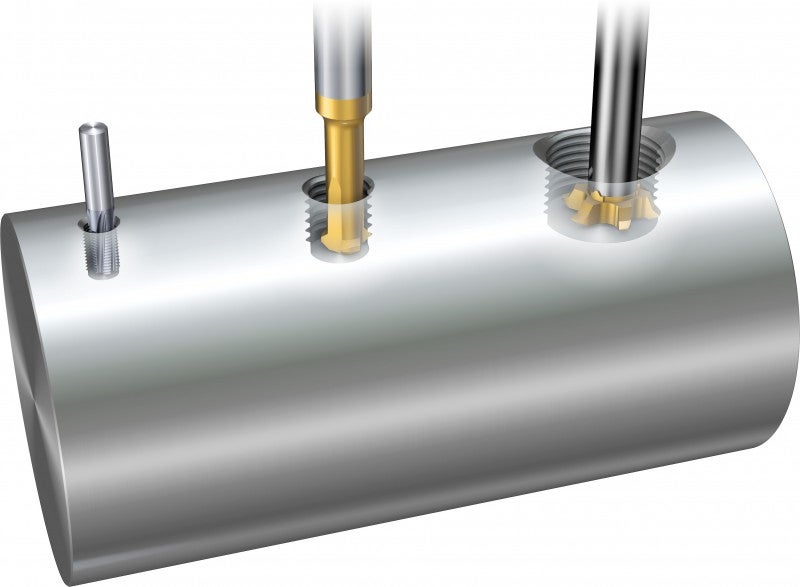
Taille des trous pour le filetage à la fraise
Les fraises à fileter nécessitent les mêmes tailles de trous que les tarauds. Toujours prévoir le trou le plus grand possible, sans toutefois dépasser la tolérance. Le process sera ainsi plus sûr et la durée de vie de l'outil plus longue. Avec les plaquettes à profil complet, le trou doit être plus petit afin que le sommet du filet soit usiné.
Manipulation
Pour obtenir les meilleures performances avec des porte-outils où les plaquettes sont fixées par vis, toujours utiliser une clé dynamométrique afin de garantir une bonne fixation de la plaquette.
- Un couple de serrage trop élevé a une influence négative sur les performances de l'outil et peut provoquer la rupture de la plaquette et de la vis.
- Un couple de serrage insuffisant provoque des vibrations et des résultats imprécis de l'usinage.
- Changer la vis de plaquette régulièrement et s'assurer que le logement de plaquette est propre et exempt de corps étrangers susceptibles de dévier la plaquette. Ces vérifications sont essentielles pour la fiabilité du process de filetage.