
Profilage
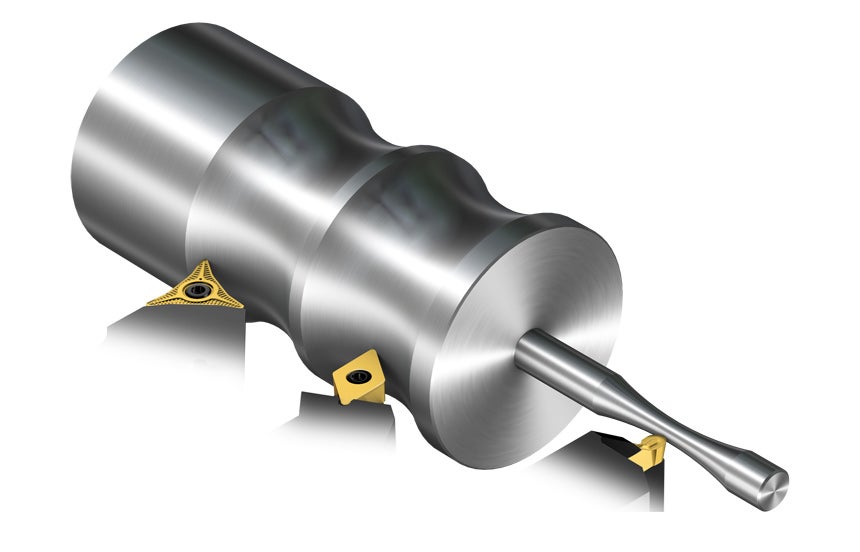
Le profilage sert à usiner des rainures complexes. Il est souvent difficile d'accéder aux rainures. L'état de surface et l'intégrité de la surface sont des facteurs importants. Beaucoup de composants de moteur du secteur aéronautique contiennent par exemple des rainures complexes difficiles d'accès, nécessitant un état de surface impeccable. Avec la forme et le matériau (souvent des matériaux difficiles à travailler) de ces composants, le rainurage de profil est la meilleure solution.
Les composants avec des rainures complexes en matériaux difficiles à usiner sont souvent très coûteux à fabriquer. Garantir la sécurité de process peut être un véritable défi, à la fois à cause de l'accès aux rainures et de la nécessité de travailler sur des matériaux aux formes complexes. Si vous devez usiner des composants aux formes complexes, recherchez alors des plaquettes permettant un rainurage de profil plus efficace. Remplacez les outils traditionnels à droite et à gauche par un outil unique pour minimiser le nombre d'outils nécessaires. Cela permet de limiter les changements d'outils, et de disposer de plus de place dans la tourelle. L'utilisation de plaquettes de profilage permet souvent d'enlever de grandes quantités de matière en peu de temps.
Profilage de rainures
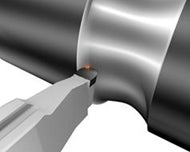
Enroulement
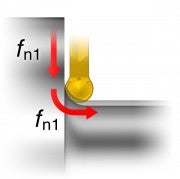
Un enroulement se produit lorsqu'on se sert de plaquettes rondes pour la plongée ou le profilage dans des angles. Un grand rayon de plaquette crée de fortes pressions de coupe, ce qui signifie qu'il faut réduire l'avance. Si l'avance est toutefois trop réduite, des vibrations peuvent se produire. Pour limiter le problème des vibrations, le diamètre de plaquette doit être aussi petit que possible par rapport au rayon généré. S'il faut utiliser le même rayon de plaquette sur différentes rainures, pratiquer des micro interruptions pour former des copeaux courts et éviter les vibrations.
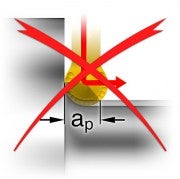
Rayon de plaquette = rayon de composant
Non recommandé
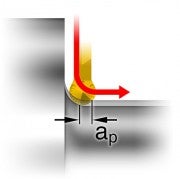
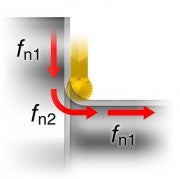
Rayon de plaquette < rayon de composant
Recommandé
n1
n2
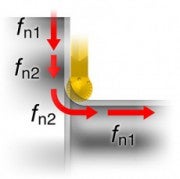
f = coupes parallèles – épaisseur maximale du copeau 0.15 – 0.40 mm
(0.006-0.016 po)
f = plongée de rayon – max 50 % de f
n1
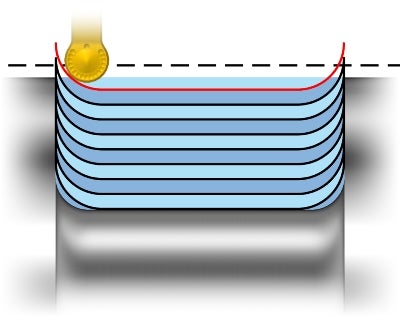
Profilage/usinage de poches – tournage trochoïdal sur matériaux HRSA
- Entrer en coupe avec avance réduite
- Augmenter l'avance jusqu'à fn maximum pour les coupes linéaires
- Sortir des coupes avec avance réduite
n réduction f max | n f max | réduction f n max |
 |
