
Comment utiliser l'arrosage dans le tronçonnage et les gorges

L'arrosage et la lubrification ont un impact important sur la sécurité des process de tronçonnage et gorges. Appliqué correctement, il permet de réduire la température au niveau de la zone de coupe et d'améliorer l'évacuation des copeaux.
Arrosage par l'intérieur ou par l'extérieur
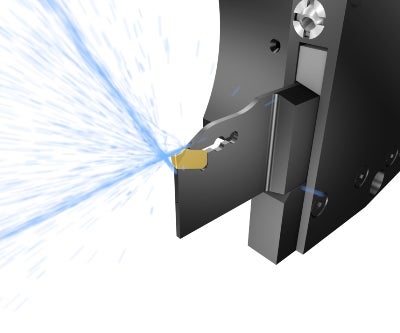
Lorsqu'on applique du liquide de coupe externe dans les gorges et dans les opérations de tronçonnage, la quantité de liquide de coupe qui pénètre à l'intérieur de la gorge, et surtout les rainures profondes, est très petite. L'effet du liquide de coupe est donc peu important. L'arrosage par l'intérieur orienté avec une grande précision permet au liquide de coupe d'atteindre l'arête de coupe même au fond de gorges profondes.
Avantages de l'arrosage de précision
- Conditions de coupe plus élevées ou capacité d'utilisation d'une nuance de carbure plus tenace
- Contrôle des copeaux et état de surface améliorés
- Durée de vie d'outil plus longue
Arrosage par le dessus ou par le dessous ? Ou les deux ?
En fonction de vos conditions d'usinage, vous pouvez utiliser des outils avec arrosage par l'intérieur par le dessus et par le dessous. Un seul type d'arrosage suffit parfois, mais on obtient de meilleurs effets avec l'arrosage par le dessus et par le dessous en même temps.
Effets de l'arrosage par le dessus
L'arrosage par le dessus améliore le contrôle des copeaux, ce qui a pour conséquence de prolonger la durée de vie de l'outil et de réduire les arrêts non programmés de l'usinage. L'arrosage par le dessus peut aussi réduire la formation d'arêtes rapportées.
Effets de l'arrosage par le dessous
L'arrosage par le dessous réduit la température ainsi que l'usure en dépouille. Il améliore aussi l'évacuation des copeaux. La réduction de la température permet d'utiliser des nuances de plaquette moins dures tout en profitant d'une durée de vie de l'outil et de conditions de coupe supérieures. En combinaison avec des nuances de plaquettes plus résistantes, on obtient un process d'usinage plus prévisible et sûr. L'arrosage par le dessous est très avantageux dans les coupes longues car la température est souvent un facteur limitatif.
Impact du liquide de coupe sur les différents matériaux
L'impact est plus grand lors de l'usinage de matériaux à faible conductivité thermique comme certains aciers inoxydables et les superalliages réfractaires. Le liquide de coupe a également un impact important sur les matières collantes comme les aciers bas carbone, l'aluminium et les aciers inoxydables duplex.
Chaque matière possède des propriétés spécifiques en termes d'usinage
Recommandations
Quelle pression de liquide de coupe appliquer ?
Pour le dire simplement, plus il y a de pression du liquide de coupe, plus les effets sont bons en termes de durée de vie d'outil et de contrôle des copeaux. Il y a toutefois des exceptions. Dans certains cas, la durée de vie peut être réduite avec des pressions supérieures à 100 bar (1450 psi). Une pression de liquide de coupe faible peut améliorer la durée de vie d'outil et le contrôle des copeaux dans une certaine mesure, alors qu'une pression de liquide de coupe entre 30 et 80 bar (435–1160 psi) augmentera significativement les deux.
Éviter les températures trop basses et les arêtes rapportées

Une température trop basse peut provoquer la formation d'une arête rapportée sur la plaquette
Une température trop basse risque de raccourcir la durée de vie de l'outil, surtout dans les aciers inoxydables. On se situe dans la zone de formation d’arêtes rapportées. Si cela se produit, il se peut que vous ayez à augmenter la température. Le mieux est alors de procéder comme suit :
- Augmenter la vitesse et l'avance. Avec l'arrosage par l'intérieur, augmenter la vitesse de coupe de 30 à 50 pour cent
- En cas de formation d'une arête rapportée lors du tronçonnage jusqu'au centre, couper l'arrosage lorsque la vitesse de rotation maximum de la machine est atteinte
