
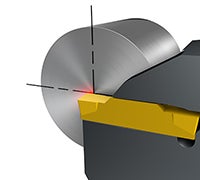
Tronçonnage
Le tronçonnage est surtout utilisé dans les machines avec embarreur, le plus souvent dans les productions en grandes séries. L'opération de tronçonnage ne représente généralement qu'une toute petite partie du temps d'usinage total du composant, et n'est donc pas considérée comme cible pour gagner du temps. Toutefois, après la séquence de tronçonnage, il faudra encore usiner certains composants pour des propriétés supplémentaires lorsqu'ils se trouvent dans la contre-broche. Si des copeaux s'enroulent autour du composant, ils peuvent empêcher le serrage du composant suivant dans la contre-broche. Dans ce cas, la machine produira des rebuts, ou va s'arrêter. Les copeaux qui s'enroulent autour du composant fini peuvent provoquer des problèmes au cours des opérations suivantes (traitement thermique, ébarbage, assemblage, etc.) et détruire l'état de surface. Dans la mesure où le tronçonnage est généralement la dernière opération sur le composant, la sécurité est de la plus haute importance. Si l'outil se brise durant le tronçonnage, le composant est habituellement mis au rebut. Cela peut entraîner de longues immobilisations de la machine.
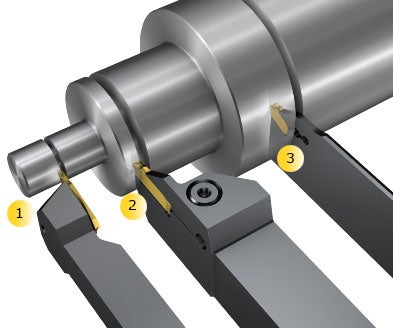
Conseils pour le tronçonnage : comment utiliser les outils de tronçonnage
1. Tronçonnage peu profond
2. Tronçonnage moyenne profondeur
3. Tronçonnage profond
Dans la mesure où la sécurité de process est de la plus haute importance, il est préférable de choisir un outil avec liquide de coupe de précision. Ceci permettra d'évacuer les copeaux, de réduire la température et l'usure de la plaquette, et d'améliorer l'état de surface. Utilisez un outil avec le porte-à-faux le plus court possible, et un serrage de plaquette sûr, pour la meilleure stabilité. Lors du tronçonnage d'un composant, d'une barre ou d'un tube, il importe d'économiser la matière et de minimiser la force de coupe. Une plaquette fine réduit les forces de coupe et permet d'économiser la matière. Choisissez une géométrie de plaquette conçue pour le tronçonnage. Ces plaquettes spécialisées produisent des copeaux qui sont plus étroits que la rainure. Il en résulte une opération de tronçonnage avec un bon contrôle de copeaux et un bon état de surface.
Premier choix pour le tronçonnage
Les solutions à une ou deux arêtes doivent être considérées comme le premier choix pour différentes opérations de tronçonnage. Utiliser des plaquettes conçues pour produire des copeaux plus étroits que la rainure.
Tronçonnage peu profond – Pour le tronçonnage peu profond (diamètres ≤ 12 mm (0.47 pouce)), utiliser des plaquettes à 3 arêtes pour un tronçonnage économique en production en série.
Tronçonnage moyenne profondeur
Pour le tronçonnage moyenne profondeur (diamètres ≤ 40 mm (1.57 pouce)) utiliser des porte-outils à serrage par vis ou par ressort et des plaquettes à deux arêtes.
Tronçonnage profond
Pour le tronçonnage profond (diamètres ≤ 112 mm (4.41 pouces)), la stabilité de la plaquette est cruciale dans la mesure où ce type de coupe exerce des forces élevées sur la plaquette. C'est la raison pour laquelle une lame à serrage par ressort et une plaquette à une arête est la meilleure solution.
Tronçonnage sans tétons ni bavures
Pour le tronçonnage sans tétons ni bavures, utiliser une géométrie vive à petit rayon d'angle. Une plaquette en biais frontale réduira également les tétons et les bavures. Les plaquettes en biais frontales créeront des forces latérales et sont recommandées uniquement pour de courts porte-à-faux (<13 mm (0.51 pouce)).
Décolletage
Pour le décolletage, utiliser des plaquettes aussi étroites que possible avec des arêtes très vives. Pour la meilleure sécurité de process, utiliser un outil avec un liquide de coupe de précision. S'il n'est pas nécessaire de disposer d'un outil à arêtes très vives, choisir une plaquette à 3 ou à 2 arêtes pour une solution plus économique, ou pour des diamètres plus importants.
Conseils pour le tronçonnage : opérations de tronçonnage − mise en œuvre
Tronçonnage de barres et de tubes
Porte-à-faux (OH)
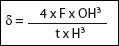
Réduire le porte-à-faux. Lors du tronçonnage de barres, un porte-à-faux plus court et une lame plus haute réduisent tous deux la flexion (δ) en proportion cubique.
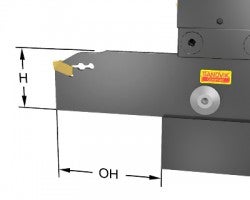

Un petit porte-à-faux augmente considérablement la stabilité. Tronçonner à proximité du mandrin. Ceci est particulièrement important en cas de tronçonnage avec des plaquettes étroites qui nécessitent une bonne stabilité et une utilisation prudente.
- S'il n'est pas possible d'éviter un grand porte-à-faux, utiliser une géométrie de coupe légère
- Si le porte-à-faux est inférieur à 1.5xH, utiliser l'avance recommandée pour la géométrie
- Si le porte-à-faux est supérieur à 1.5xH, réduire l'avance au minimum recommandé pour la géométrie
Hauteur de centre de l'outil
Il est important d'avoir une hauteur de centre correcte ±0.1 mm (±0.004 pouce), notamment en cas de tronçonnage au centre. Pour de longs porte-à-faux, utiliser un écart maximum de +0.1 mm (+0.004 pouce) au-dessus du centre pour compenser la déflexion.
Une hauteur de centre trop basse provoque :
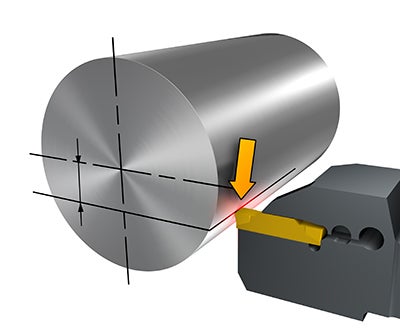
- Téton central plus grand
- Rupture (forces de coupe défavorables)
Une hauteur de centre juste provoque :
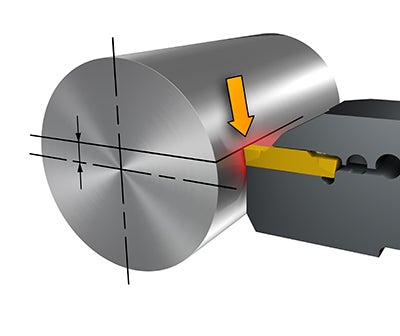
- Rupture (coupe au-delà du centre)
- Usure en dépouille rapide (peu de dégagement)
Vitesse d'avance
La coupe au-delà du centre d'une barre impose des contraintes importantes en matière de ténacité qui peuvent provoquer la rupture de la plaquette. Dans ce cas la plaquette frotte dans la mesure où la pièce à usiner commence à se déplacer dans le sens de coupe opposé. Cette action expose la plaquette à des efforts de traction, ce qui entraîne des ruptures.
Calcul de la vitesse :

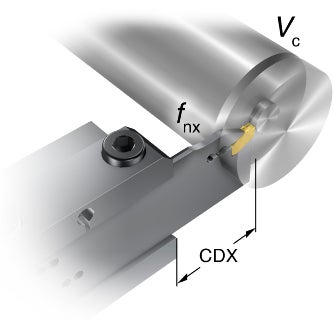
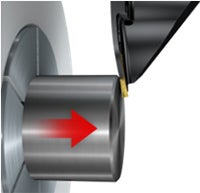
Réduire l'avance d'environ 75% 2 mm (0.08 po) avant le centre. La réduction de l'avance à l'approche du centre réduit les forces de coupe et prolonge substantiellement la durée de vie de l'outil. Une grande avance à la périphérie améliore la productivité et la durée de vie de l'outil. Pour éviter une rupture, arrêter l'avance à environ 0.5 mm (0.02 po) avant le centre de la barre, et la partie découpée tombera en raison de son poids et de sa longueur.
L'avance au-delà du centre provoque la rupture
Contre-broche
Lors du tronçonnage de barres, on peut se servir d'une contre-broche pour tirer la pièce tout en réduisant significativement les exigences de ténacité et en augmentant la durée de vie de l'outil. Il est ainsi possible d'utiliser une nuance plus résistante à l'usure et de profiter d'une durée de vie d'outil encore plus longue. Réaliser l'opération de tronçonnage mais arrêter l'avance à environ 1 mm (0.04 po) avant le centre. Il est possible d'utiliser une contre-broche pour tirer la pièce avant qu'elle ne se détache.
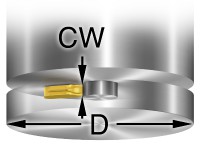
Largeur de plaquette
Utiliser une plaquette aussi étroite que possible pour économiser la matière, réduire les forces de coupe et réduire l'impact sur l'environnement.

Ce tableau indique la largeur de plaquette, CW, à utiliser en fonction du diamètre de la pièce, D :
| D mm (pouces) | CW mm |
|---|---|
| -10 (-0.4) | 1.0 |
| 10-25 (0.4-1.0) | 1.5 |
| 25-40 (1.0-1.6) | 2.0 |
| 40-50 (1.6-2.0) | 2.5 |
| 50-65 (2.0-2.6) | 3.0 |
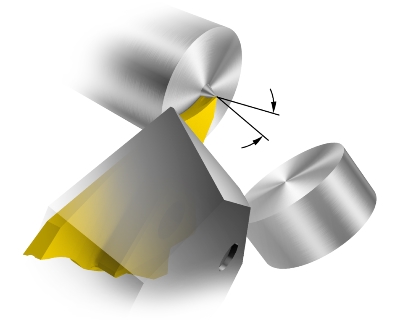
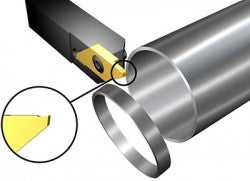
Tronçonnage sans tétons ni bavures
Choisir une plaquette en biais frontale gauche ou droite pour contrôler les tétons ou bavures lors du tronçonnage de barres ou de tubes. Une plaquette à grand angle frontal réduit les tétons et bavures, mais produit une coupe irrégulière avec un contrôle des copeaux et un état de surface de moins bonne qualité et réduit la durée de vie de l'outil. Aussi, il convient d'utiliser le plus petit angle frontal possible. Pour des porte-à-faux plus longs, utiliser des plaquettes neutres – plus l'outil est long, plus il y aura de problèmes avec les plaquettes à grand angle frontal.
| | Angle d'attaque | Neutre |
| Stabilité et durée de vie d'outil | Mauvaises | Bonnes |
| Forces de coupe radiales | Faibles | Élevées |
| Forces de coupe axiales | Élevées | Faibles |
| Téton central / bavures | Petit | Grand |
| Risques de vibrations | Élevés | Faibles |
| État de surface et planéité | Mauvais | Bons |
| Flux des copeaux | Mauvais | Bons |
Tronçonnage de barres de petit diamètre
Veiller à ce que l'effort de coupe soit le plus faible possible. Utiliser les plaquettes les plus étroites possibles et avec les arêtes les plus vives possibles.
Ne jamais utiliser l'outil comme butée pour la barre !
Ce n'est bon pour aucun outil, a fortiori pour les plaquettes étroites qui seront endommagées.
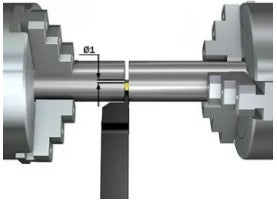
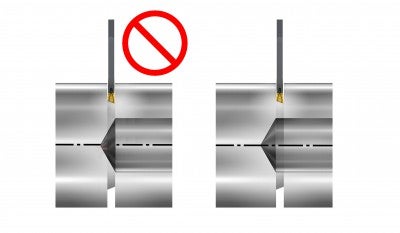
Tronçonnage d’une pièce percée
Éviter de tronçonner dans la partie conique, car cela provoque une déflexion de la lame et peut entraîner la rupture de l'outil.
Tubes à parois minces
Lors du tronçonnage de tubes à parois minces, veiller à ce que les forces de coupe soient les plus petites possibles. Utiliser les plaquettes les plus étroites possibles et avec les arêtes les plus vives possibles.
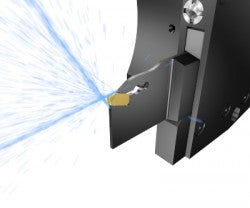
Arrosage
L'arrosage et la lubrification ont un impact important sur la sécurité des process de tronçonnage et gorges. Vous trouverez plus d'informations à la rubrique Liquide de coupe et arrosage , et notamment des informations sur l'arrosage par le dessus et le dessous, l'arrosage par l'intérieur et la pression d'arrosage.
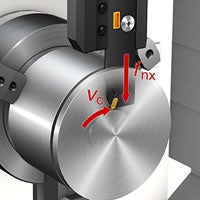
Tronçonnage sur l'axe Y
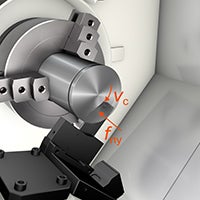
Le tronçonnage avec l'axe Y est une approche entièrement nouvelle du tronçonnage. Dans le tronçonnage conventionnel, la majeure partie de la force de coupe provient de la vitesse de coupe, le reste provient de l'avance. La force résultante est dirigée vers l'outil avec un angle d'environ 30 degrés. La force s'exerce donc sur le second axe le plus faible de l'aube. La meilleure manière de contrer ce problème est de réduire la longueur de porte-à-faux de la lame ou d'en augmenter la hauteur. En tournant le logement de la plaquette de 90 degrés et en appliquant une avance dans le sens de l'axe Y dans les machines multifonctions et les centres de tournage, la force de coupe est dirigée dans le sens de l'axe le plus résistant de l'outil. Pour une longueur de porte-à-faux de 60 mm (2.36 pouces), la résistance à la flexion est multipliée par six. Le process est beaucoup plus stable et silencieux et il n'y a pas de vibrations ; les états de surface sont meilleurs, il est possible d'appliquer une plus grande avance et d'avoir de plus grandes longueurs de porte-à-faux. CoroCut® QD pour le tronçonnage sur l'axe Y est le premier choix pour les centres de tournage, les machines multifonctions et les machines à poupée mobile dotés d'un axe Y. Il est possible d'usiner de grands diamètres allant jusqu'à 180 mm (7 pouces) et d'utiliser de grands porte-à-faux permettant la coupe entre la broche et la contre-broche. Il est toujours avantageux d'utiliser des lames pour le tronçonnage avec l'axe Y si la longueur de porte-à-faux est supérieure à la hauteur de la lame.
Mise en œuvre
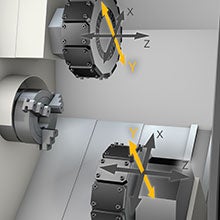
Tronçonnage avec l'axe Y dans les machines multifonctions
L'assemblé d'outil doit souvent être long pour pouvoir atteindre l'espace entre la broche principale et la contre-broche. Par conséquent, l'assemblé est plus faible dans le sens de l'axe X que dans le sens de l'axe Y qui correspond au sens de sa longueur et du prolongement de la broche machine.

Montage conventionnel

Montage pour le tronçonnage sur l'axe Y


La longueur de l'outil se mesure normalement avec un appareil optique en dehors de la machine. La mesure doit être précise car elle correspond à la hauteur de centre pour le tronçonnage ; cette valeur doit être correcte, surtout pour le tronçonnage au centre.
Mesure optique hors machine
S'il est difficile de voir l'arête de coupe, il y a aussi un plan de référence sur l'outil. Ce plan se trouve :
- à 5±0.05 mm (0.197±0.002 pouce) au-dessus de l'arête de coupe pour les logements type E, F, G et H (2, 2.5, 3 et 4 mm (0.079, 0.098, 0.118 et 0.157 pouce))
- à 5,5±0.05 mm (0.236±0.002 pouce) au-dessus de l'arête de coupe pour les logements type J et K (5 et 6 mm (0.197 et 0.236 pouce))

Tronçonnage avec l'axe Y dans les centres de tournage
L'assemblé d'outil doit souvent être long pour pouvoir atteindre l'espace entre la broche principale et la contre-broche et pour permettre le tronçonnage à proximité du mandrin. Par conséquent, l'assemblé est plus faible dans le sens de l'axe X que dans le sens de l'axe Y qui correspond au sens de sa longueur et du prolongement de la tourelle.
Montage conventionnel


Montage pour le tronçonnage sur l'axe Y

La longueur de l'outil se mesure normalement en machine avec un palpeur. La mesure doit être précise car elle correspond à la hauteur de centre pour le tronçonnage ; cette valeur doit être correcte, surtout pour le tronçonnage au centre.
S'il est difficile de voir l'arête de coupe, il y a aussi un plan de référence sur l'outil. Ce plan se trouve :
à 5±0.05 mm (0.197±0.002 pouce) au-dessus de l'arête de coupe pour les logements type E, F, G et H (3 mm (0.118 pouce))
à 5,5±0.05 mm (0.236±0.002 pouce) au-dessus de l'arête de coupe pour les logements type J et K (4 mm (0.157 pouce))
Mesure en machine avec un palpeur

Tronçonnage sur l'axe Y dans les machines à poupée mobile
S'il est difficile de toucher la barre avec l'arête de coupe, il y a aussi un plan de référence sur l'outil. Ce plan se trouve :
à 5±0.05 mm (0.197±0.002 pouce) au-dessus de l'arête de coupe pour les logements type E et F (3 mm (0.118 pouce))
