
Korrekte Anwendung von Kühlschmierstoff beim Abstechen und Einstechen

Der Einsatz von Kühlschmierstoffen und Schneidflüssigkeit hat große Auswirkungen auf die Prozesssicherheit beim Abstechen und Einstechen. Bei richtiger Anwendung reduziert der Kühlschmierstoff die Temperatur im Schnittbereich und verbessert die Spanabfuhr.
Innere und äußere Kühlschmierstoffzufuhr im Vergleich
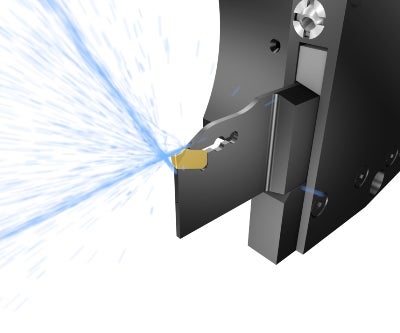
Bei Ab- und Einstechbearbeitungen mit äußerer Kühlschmierstoffzufuhr gelangt normalerweise nur sehr wenig Kühlschmierstoff in die Nut, insbesondere bei tiefen Nuten. Daher ist die Wirkung eher gering. Bei innerer Kühlmittelzufuhr wird der Kühlschmierstoff, auch bei tiefen Nuten, bis an die Schneidkante geführt.
Vorteile mit zielgerichteter Kühlschmierstoffzufuhr
- Höhere Schnittdaten oder Einsatz einer zäheren Hartmetallsorte
- Verbesserte Spankontrolle und Oberflächengüte
- Längere Standzeit
Ober- oder Unterkühlung? Oder beides?
Je nach Bearbeitungsbedingungen können Sie Werkzeuge mit Ober- und Unterkühlung für Ihre Anwendung auswählen. Manchmal benötigen Sie nur eine Option, jedoch erzielen Sie mit beiderseitiger Kühlmittelzufuhr die beste Wirkung.
Wirkung der Oberkühlung
Die obere Kühlschmierstoffzufuhr verbessert die Spankontrolle, der Schlüssel zu langer Standzeit und minimierten Maschinenstillständen. Der Kühlschmierstoff wird oberhalb der Wendeschneidplatte zugeführt und kann Aufbauschneidenbildung reduzieren.
Wirkung der Unterkühlung
Die untere Kühlschmierstoffzufuhr reduziert die Temperatur und minimiert gleichzeitig den Freiflächenverschleiß. Darüber hinaus wird die Spanabfuhr verbessert. Reduzierte Temperaturen erlauben den Einsatz zäherer Wendeschneidplattensorten mit bei gleichen oder manchmal auch höheren Standzeiten und Schnittdaten. In Kombination mit zäheren Sorten sorgt untere Kühlschmierstoffzufuhr für einen zuverlässigeren und sicheren Zerspanprozess. Sie bietet darüber hinaus die besten Ergebnisse bei langen Eingriffen, bei denen die Temperatur der begrenzende Faktor ist.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Die Auswirkung von Kühlschmierstoff auf unterschiedliche Werkstoffe
Der Kühlungseffekt ist am größten, wenn Materialien mit niedriger Wärmeleitfähigkeit zerspant werden, wie z. B. rostfreie Stähle, Titan und warmfeste Superlegierungen. Einen großen Effekt zeigt Kühlschmierstoff bei klebenden Werkstoffen wie niedrig legierte Stähle, Aluminium und rostfreie Duplex-Stähle.
Unterschiedliche Werkstoffe haben ganz spezifische Eigenschaften, was ihre Zerspanbarkeit anbetrifft
Empfehlungen
Verwenden Sie den richtigen Druck
Je höher die Kühlschmierstoffmenge, desto bessere Ergebnisse erzielen Sie in punkto Standzeit und Spankontrolle. Es gibt allerdings Ausnahmen. Tatsächlich kann sich bei Einsatz von Drücken über 100 bar (1450 psi) die Standzeit in einigen Fällen verkürzen. Ein niedriger Kühlschmierstoffdruck wirkt sich auf die Standzeit und in gewissem Maß auch auf die Spankontrolle aus, während Drücke zwischen 30–80 bar (435–1160 psi) deutliche Verbesserungen bewirken.
Vermeiden Sie zu niedrige Temperaturen und Aufbauschneidenbildung

Zu niedrige Temperaturen können zu Aufbauschneidenbildung an der Wendeschneidplatte führen
Zu niedrige Temperaturen können eine Verkürzung der Standzeit bewirken, insbesondere bei der Bearbeitung von rostfreien Stählen. Dies führt zu Aufbauschneidenbildung (BUE). Falls diese auftritt, müssen Sie möglicherweise die Temperatur erhöhen. Dies erfolgt am besten, indem Sie:
- Vorschub und Schnittgeschwindigkeit steigern. Bei Verwendung von innerer Kühlschmierstoffzufuhr ist die Schnittgeschwindigkeit um 30 bis 50 Prozent zu erhöhen.
- Beim Abstechen zur Mitte ist die Kühlschmierstoffzufuhr stets bei Erreichen der Drehzahlbegrenzung abzuschalten, um Aufbauschneidenbildung zu vermeiden.
