
Formeln und Definitionen zum Gewindedrehen
In diesem Menüpunkt finden Sie Formeln und Definitionen zur Berechnung von Schnittgeschwindigkeit, Vorschub und weitere Parameter, die sich auf Ihre Prozesse in den Bereichen Gewindedrehen, Gewindefräsen und Gewindebohren auswirken. Hier erhalten Sie auch die Bezeichnungen der unterschiedlichen Gewindeformen nach internationalem Standard.
Formeln und Definitionen für die Gewindedrehbearbeitung
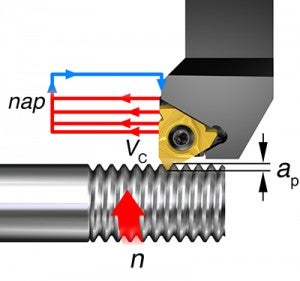
Zustellung
Durch eine Aufteilung der Zustelltiefe in kleinere Schnitte wird der empfindliche Eckenradius der Wendeschneidplatte nicht übermäßig beansprucht.
Beispiel: Durch die Wahl einer Zustelltiefe von 0.23–0.10 mm (0.009–0.004 Zoll) pro Durchgang (Radiale Zustellung), wird die Gesamtgewindetiefe (ap) und das Gewindeprofil von (0.94 mm (0.037 Zoll)), zu einer Steigung von 1.5 mm (0.06 Zoll) mit metrischem Gewindeprofil in 6 Durchgängen (nap).
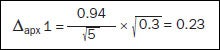
1. Durchgang, Zustellung
0.23 mm
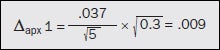
= 0.009 Zoll
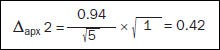
2. Durchgang, Zustellung
0.42–0.23 = 0.19 mm
0.017–0.009 = 0.008 Zoll
3. Durchgang, Zustellung
0.59–0.42 = 0.17 mm
0.023–0.017 = 0.006 Zoll
4. Durchgang, Zustellung
0.73–0.59 = 0.14 mm
0.029–0.023 = 0.006 Zoll
5. Durchgang, Zustellung
0.84–0.73 = 0.11 mm
0.033–0.029 = 0.004 Zoll

6. Durchgang, Zustellung
0.94–0.84 = 0.10 mm
0.037-0.033 = 0.004 Zoll
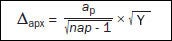
Die Zustellung kann entsprechend der Formel berechnet werden:
Δap = Radialzustellung, Schnitttiefe pro Durchgang
X = Eigentlicher Durchgang (in einer Serie von 1 bis nap)
ap = Gesamtgewindetiefe + zusätzliches Aufmaß
nap = Anzahl der Durchgänge
Y = 1. Durchgang = 0.3
2. Durchgang = 1
3. Durchgang und weitere = x-1
Steigung 1.5 mm (0.06 Zoll)
ap = 0.94 mm (0.037 Zoll)
nap = 6
γ1 = 0.3
γ2 =1
γn = x-1
| Symbol | Bezeichnung/Definition | Metrisch | Zoll |
| ap | Zustellung, volle Schnitttiefe | mm | Zoll |
| n | Spindeldrehzahl | U/min | U/min |
| Vc | Schnittgeschwindigkeit | m/min | |
| nap | Anzahl der Durchgänge |
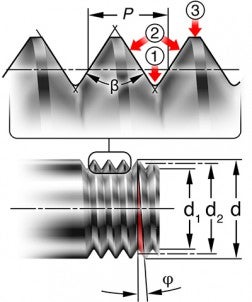
- Grund/unten
Die untere Fläche, welche die zwei benachbarten Flanken des Gewindes verbindet - Flanke/Seite
Die Seite des Gewindes, welche die Spitze und den Gewindegrund verbindet - Spitze/oben
Die obere Fläche, welche die zwei Seiten bzw. Flanken verbindet.
P = Steigung, mm oder Gang/Zoll
Die Entfernung von einem Punkt des Gewindegangs zum entsprechenden Punkt des nächsten Gewindegangs, parallel zur Achse gemessen.
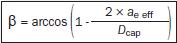
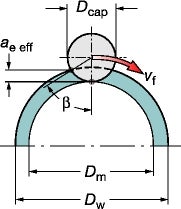
β = Der Profilwinkel
Der Winkel zwischen den Gewindeflanken, axial zur Achse gemessen.
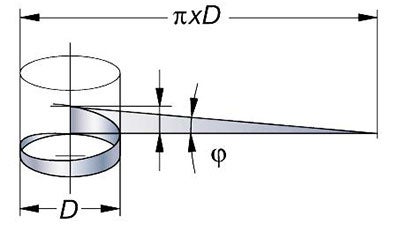
φ = Steigungswinkel des Gewindes
Der Steigungswinkel berechnet sich aus dem Umfang des Flankenwinkels und der Steigung des Gewindes.
Durchmesserparameter
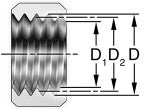
d = Nenndurchmesser, außen
D = Nenndurchmesser, innen
d1 = Kerndurchmesser, außen
D1 = Kerndurchmesser, innen
d2= Flankendurchmesser, außen
D2= Flankendurchmesser, innen
Der effektive Gewindedurchmesser; zirka in der Mitte zwischen Nenndurchmesser und Kerndurchmesser.
Eintrittswinkel (Steigungswinkel)
Der Steigungswinkel, φ, ist abhängig von und basiert auf dem Durchmesser und der Steigung des Gewindes. Dies kann auch als Dreieck betrachtet werden, das vom Werkstück abgewickelt wird. Der Steigungswinkel wird durch folgende Formel ermittelt:
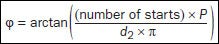
Formel zur Berechnung des Steigungswinkels.
N = Anzahl der Starts
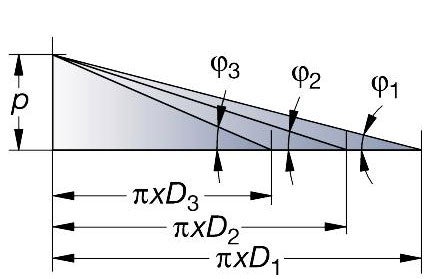
Die gleiche Steigung bei unterschiedlichen Durchmessern ergibt einen unterschiedlichen Steigungswinkel.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Formeln und Definitionen für die Gewindefräsbearbeitung
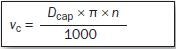
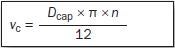
Schnittgeschwindigkeit (vc)
Metrisch (m/min)
Zoll (Fuß/min)
Formeln zum Innengewindefräsen
Berechnete Version
Peripherer Vorschub (mm/min) (Zoll/min)
Radiale Schnitttiefe (mm)(Zoll)
Vorschub Werkzeugmitte (mm/min) (Zoll/min)

Vorschub pro Zahn (mm) (Zoll)
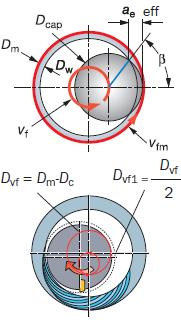
Gewindefräsen mit einem in den Schnitt rollenden Werkzeugpfad, Dvf1
Formeln zum Außengewindefräsen
Berechnete Version
Peripherer Vorschub (mm/min) (Zoll/min)  | Vorschub Werkzeugmitte (mm/min) (Zoll/min)  |
Vorschub pro Zahn (mm) (Zoll)  | |
 |
Formeln und Definitionen für die Gewindebohrbearbeitung
| Metrisch | Zoll |
Spindeldrehzahl (n) (U/min) 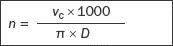 | 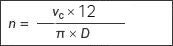 |
Vorschub  | |
Drehmoment (Md) (Nm)  |
Leistung (P) (kW)  |
| Parameter | Bedeutung | Metrisch | Zoll |
| Md | Drehmoment | Nm | Zoll/Pfund |
| p | Steigung | mm | Zoll |
| D / DC | Nenndurchmesser | mm | Zoll |
| kc | Spezifische Schnittkraft | N/mm2 | lbs/in2 |
| n | Spindeldrehzahl | U/min | U/min |
| P | Leistung | kW | PS |
| vc | Schnittgeschwindigkeit | m/min | Fuß/min |
| vf | Vorschub | mm/min | Zoll/min |
Formeln für die Bohrungsgröße
Eine grundlegende Berechnung kann anhand der folgenden Formeln durchgeführt werden.
Grundlegende Größenberechnung für die von einem Gewindebohrer erstellte Bohrung
|
|
|
|
|
|
|
|

Grundlegende Größenberechnung für die von einem Gewindeformer erstellte Bohrung
 | |
| |
 | |
|

Grundlegende Größenberechnung mit Gewindehöhe für die von einem Gewindebohrer erstellte Bohrung

| |
| |
| |
|

Grundlegende Größenberechnung mit Gewindehöhe für die von einem Gewindebohrer erstellte Bohrung
 | |
| |
 | |
|


| Parameter | Bedeutung | Metrisch | Zoll |
| D | Bohrungsdurchmesser | mm | Zoll |
| TD | Gewinde-Nenndurchmesser | mm | Zoll |
| TP | Gewindesteigung | mm | |
| TPI | Gewindesteigung Zoll | Zoll | |
| TH | Gewindehöhe | % | % |
Berechnung der Gewindehöhe in Prozent, %
Gewindehöhe in % beschreibt das Verhältnis von aktueller zu maximaler Höhe des Innengewindes. Das Beispiel unten gilt für ISO- und UTS-Standard – 60°-Gewinde.
Beispiel, M8x1,25
Die maximale Gewindehöhe beträgt gemäß Standard 6/8 H.
H = 0.866 x P
(H = Grunddreieckhöhe)
(P = Gewindesteigung)
Max. Gewindehöhe:
6/8 * (0.866 x 1, 25) = 0.811 mm
Tatsächliche Gewindehöhe bei einer Kernlochbohrung mit DC Ø69 mm:
(8 - 6,9) / 2 = 0.55 mm
Die Gewindehöhe beträgt dann (0.55 / 0.81) x 100 = 68 %
Tatsächliche Gewindehöhe Empf. Kernbohrungs-Ø | 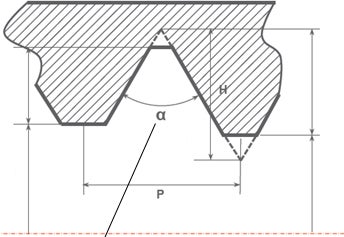 60° Gewinde | Maximale Gewindehöhe am Innengewinde (6/8 H) Min. Kernbohrungs-Ø gemäß Norm |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Gewindebezeichnungen gemäß internationaler Standards
Internationale Standards
Um sicherzustellen, dass die beiden Hälften (innen und außen) einer Gewindeverbindung nahtlos zusammenpassen und in der Lage sind, die vorgeschriebene Kraft zu übertragen, müssen sie bestimmte Normen erfüllen. Aus diesem Grund wurden für alle gängigen Gewindetypen internationale Standards erstellt.
Bezeichnung ISO-metrischer Gewinde
Die komplette Beschreibung eines Gewindes umfasst die Angabe von Gewindeform und Toleranz. Die Toleranzangabe erfolgt durch eine Zahl für die Toleranzqualität sowie Buchstaben für die Toleranzlage.
Beispiele
M16 - 6h
M16: Gewindebezeichnung und Nennmaß
6h: Toleranzklasse für Flanken- und Außendurchmesser
M10 x 1.25 5g6g
M10: Steigung
1.25: Toleranzklasse für Flankendurchmesser
5g6g: Toleranzklasse für Außendurchmesser
Eine Passung zwischen Gewindeteilen wird durch die Toleranzklasse für Innengewinde, gefolgt von der Toleranzklasse für Außengewinde und getrennt durch einen Schrägstrich angegeben.
Toleranzlage
Die Toleranzlage bezeichnet die grundsätzliche Abweichung und wird bei Innengewinden durch einen Großbuchstaben, bei Außengewinden durch einen Kleinbuchstaben angegeben. Die Kombination aus Toleranzqualität und -lage ergibt die Toleranzklasse. Die eigentlichen Werte der Toleranzklassen sind in den Normen für die verschiedenen Gewindesysteme angegeben.
ISO-Zollgewinde (UNC, UNF, UNEF, UN)
Das UN-System umfasst drei Toleranzklassen, von 1 (grob) bis 3 (fein). Ein typisches UN-Gewinde wird folgendermaßen gekennzeichnet:
¼” 20 20UNC - 2A
¼” – Gewinde-Nenndurchmesser
20 – Steigungswert: Gang pro Zoll
UNC – kennzeichnet eine große Steigung
2A – kennzeichnet eine mittlere Toleranz
ISO – einheitlich (UN):
Weite Toleranz: 1A (Außengewinde), 1B (Innengewinde)
Mittlere Toleranz: 2A (Außengewinde), 2B (Innengewinde)
Enge Toleranz: 3A (Außengewinde), 3B (Innengewinde)
Unterschiedliche Arten von UN-Gewinden
| UNC | Gewindedurchmesser mit grober Steigung |
| UNF | Gewindedurchmesser mit feiner Steigung |
| UNEF | Gewindedurchmesser mit extra feiner Steigung |
| UN | Gewindedurchmesser mit Standard-Steigung |
Whitworth-Gewinde (G, R, BSW, BSF, BSPF)
Whitworth-Gewinde sind heutzutage nicht mehr gebräuchlich, Whitworth-Rohrgewinde jedoch als internationale Norm anerkannt. Es gibt zwei Toleranzklassen für Whitworth-Rohraußengewinde und eine Klasse für Rohrinnengewinde.
Whitworth-Rohrgewinde: BSW, BSF und BSP.F
Toleranzlage
Fein: A (Außengewinde), Innengewinde nur eine Klasse
Coarse: B (Innengewinde), Innengewinde nur eine Klasse
Bezeichnung von Whitworth-Rohrgewinden
Diese Gewinde werden in zwei 2 Gruppen unterteilt:
- nicht im Gewinde dichtende Verbindungen, ISO 228/1
- im Gewinde dichtende Verbindungen, ISO 7/1
