
Formeln und Definitionen für die Bohrungsbearbeitung
Hier finden Sie das Werkzeug für Ihre spezifische Aufgabe und
erhalten umgehend Schnittdatenempfehlungen zu Ihren Bearbeitungsprozessen.
Gehen Sie zum CoroPlus® ToolGuide
Zu wissen, wie Schnitt- und Vorschubgeschwindigkeiten beim Bohren berechnet werden ist ein entscheidender Faktor für eine erfolgreiche Bearbeitung. In diesem Menüpunkt finden Sie die für Ihre Bohrungsbearbeitung erforderlichen Formeln und Definitionen, wie Schnittgeschwindigkeit, Vorschub pro Umdrehung und spezifische Schnittkraft.
| Schnittgeschwindigkeit, (vc) m/min | Schnittgeschwindigkeit, (vc) Fuß/min |
 |  |
| Spindeldrehzahl, (n) U/min | Spindeldrehzahl, (n) U/min |
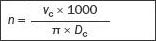 | 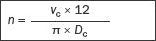 |
| Vorschubgeschwindigkeit, (vf) mm/min | Vorschubgeschwindigkeit, (vf) Zoll/min |
 | |
| Vorschub pro Umdrehung, (fn) mm/U | Vorschub pro Umdrehung, (fn) Zoll/U |
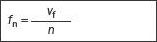 | |
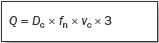
| Zeitspanvolumen, (Q) cm3/min | Zeitspanvolumen, (Q) Zoll3/min |
 |  |
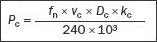
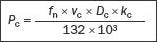
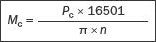
| Nutzleistung, (Pc) kW | Nutzleistung, (Pc) HP |
 |  |
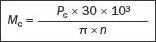
| Drehmoment, Pfund/Nm | Drehmoment, Pfund/Fuß |
 |  |
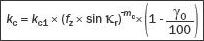
| Spezifische Schnittkraft, (kc) N/mm | Spezifische Schnittkraft, (kc) Pfund/Zoll |
 | |
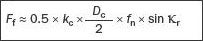
| Vorschubkraft, (Ff) N | Vorschubkraft, (Ff) Fuß/min |
 | |
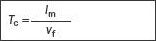
| Bearbeitungszeit, (Tc) min | Bearbeitungszeit, (Tc) min |
 | |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Bohren – Definitionen
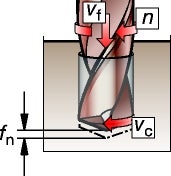
Vorschubgeschwindigkeit
Die Produktivität beim Bohren hängt eng mit dem Verhältnis Vorschub/Zeiteinheit zusammen,vf.
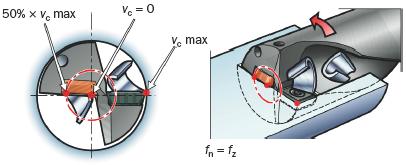
Schnittgeschwindigkeit für Wendeplattenbohrer
– eine Zentrum- und eine Außenschneide
Die Schnittgeschwindigkeit nimmt von 100% an der Peripherie bis auf 0 zur Mitte hin ab. Die Zentrumschneide arbeitet mit einer Schnittgeschwindigkeit von Null bis circa 50% vc max, Die Außenschneide arbeitet mit einer Schnittgeschwindigkeit von 50% vc max. bis 100% vc max.
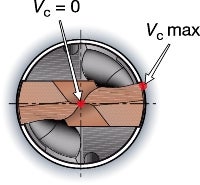
Schnittgeschwindigkeit für Vollhartmetallbohrer und Wechselkopfbohrer
Zwei Schneidkanten vom Zentrum zur Peripherie.
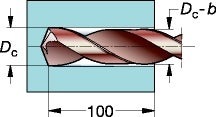
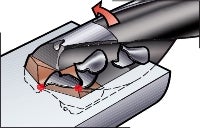
Durchmesserkonizität
Ein Vollhartmetall- oder gelöteter Hartmetallbohrer ist am Freiwinkel am äußeren Durchmesser leicht konisch geschliffen, wodurch verhindert wird, dass der Bohrer in der Bohrung verklemmt.
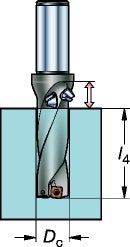
Bohrungstiefe
l4 ist die max. empfohlene Bohrungstiefe.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Berechnung der Standzeit
Die Standzeit (TL=Tool life) kann mithilfe von Abstand in Metern, der Anzahl der Bohrungen oder pro Minute gemessen werden.
Standzeitberechnung - theoretisches Beispiel:
Dc 20 mm, vc = 200 m/min, n = 3184 U/min, fn = 0.20 mm/U, Bohrungstiefe = 50 mm
TL (Meter): 15 Meter
TL (Anz. an Bohrungen): 15 x 1000/50 = 300 Bohrungen
TL (min): 15 x 1000/vf = 15 x 1000/(fn x n)
= 15 x 1000 / (0.20 x 3184) = 23 min
Das am meisten genutzte Standzeitkriterium beim Bohren ist der Freiflächenverschleiß. Die Standzeit ist abhängig von:
- Schnittdaten
- Hartmetallsorte und Plattengeometrie
- Werkstoff
- Durchmesser (ein kleiner Bohrer bewegt sich weiter in kürzerer Zeit)
- Bohrungstiefen (viele kurze Bohrungen bedeuten viele Ein- und Austritte, wodurch die Standzeit verkürzt wird).
- Stabilität
