
CoroMill® 345
高生产率面铣的首选

使用Wiper (修光刃) 刀片加工

内冷设计
加工不锈钢时,使用内冷功能以确保最佳表面质量。通过内冷安装螺栓应用内冷功能。
刀垫安装
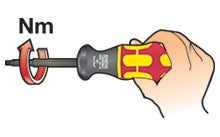
扭矩值
刀片螺钉:3.0 Nm (26.5英寸磅)
刀垫螺钉:6.0 Nm (53英寸磅)
应用技巧
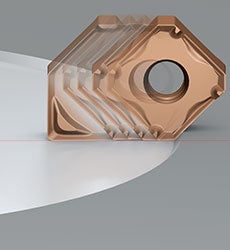
使用Wiper (修光刃) 刀片进行精加工
标准刀片搭配一个或多个Wiper (修光刃) 刀片,可实现出色的表面质量。通常,Wiper (修光刃) 刀片在具有超密齿和可调装置的较大直径铣刀中以高每转进给量 (fn) 工作时表现最佳。

如何选择正确的齿距
通过选择适当的齿距并合理应用十分重要。
• 在加工ISO P材料时,以高fz使用L或M齿距的铣刀,同时降低成本。
• 相比不等距铣刀,即使H和HX齿距也可产生更为平稳的声音
建议
●
恶劣工况

L
不稳定和小功率
长悬伸
◐
一般工况

M
通用
○
良好工况

H
良好的稳定性和一般功率
短切屑材料
☆
极佳工况

HX
极佳的稳定性和足够的功率
短切屑材料
首选刀片
| 粗加工 | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| 半精加工 | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| 精加工 | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
切削参数
| 槽型 | ISO | CoroMill® 345 | |||||
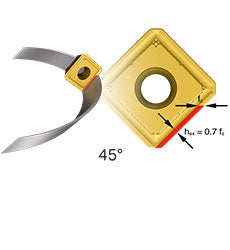
| fz (每齿进给量),mm (英寸) | fz (hex),mm (英寸) | ||||||
| 最小值 | 初始值 | 最大值 | 最小值 | 初始值 | 最大值 | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号