
Diş tornalama ucu ve altlık nasıl seçilir
Uygulamanız için en uygun diş tornalama ucunu seçerken kesici uç tipini, yanak/radyal boşluğunu ve kesici uç geometrisini göz önünde tutmanız gerekir. Bunlar talaş kontrolünü, kesici uç aşınmasını, takım ömrünü ve diş kalitesini etkileyen faktörlerdir.
Kesici uç tipi nasıl seçilir
Diş tornalama yaparken üç kesici uç tipi arasından seçim yapılabilir; tam profil, V profili ve çok uçlu kesici uçlar. Her tipin kendi avantaj ve dezavantajları bulunur.
Tam profilli uç
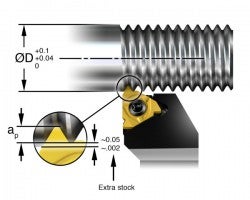
Tam profilli kesici uç en çok kullanılan kesici uç tipidir. Diş tepesi de dahil olmak üzere komple diş profili kesmek için kullanılır.
Avantajları
- Daha güçlü bir vida dişi için doğru derinlik, diş dibi ve diş üstü profili sağlar
- Diş profilinde çapak alma gerekmez
- Büyük burun yarıçapı sayesinde, V- profilli kesici uca göre daha az paso gerekir
- Verimli diş çekme performansı sunar.
Dezavantaj
Her hatve ve profil için ayrı kesici uç gerekir.
Not! Vida dişinin son çapını tamamlamak için iş parçasının üstünde ekstra pay / malzeme bırakılmalıdır (0,05–0,07 mm (0,002–0,003 inç)).
V profilli kesici uç
V profilli kesici uçlar diş tepelerinin üstüne çıkmaz. Dolayısıyla, vidaların dış çapı ve somunların iç çapı, diş çekme öncesinde doğru çapa tornalanmalıdır.
Avantajları
- Esneklik; diş profil açısı (60° veya 55°) ve yarıçap aynı kaldığı sürece farklı hatvelerde aynı kesici uç kullanılabilir
- Minimum takım stoğu gerekir
Dezavantajları
- Kesici uç köşe radyüsü farklı hatveleri kapsamak için daha küçüktür, bu da takım ömrünü azaltır
- Çapak oluşumu problem oluşturabilir
Çok uçlu kesici
Çok uçlu kesici uçlar tam profil kesici uçlara benzer, ancak birden fazla kesici noktaya sahiptir (NT>1). İki noktalı uç verimi iki katına çıkarırken, üç noktalı uç üç katına çıkarır, vb.
Avantajları
- Daha az paso gerektirir ve takım ömrünü, verimi arttırır ve takım maliyetini azaltır
Dezavantajları
- Kesici kenar temas uzunluğu daha fazla olduğu için artan kesme kuvvetleri sebebiyle şartlar kararlı olmalıdır
- Tam diş derinliği oluştururken, kesici ucun son dişini temizlemek için son diş arkasında yeterli alan gereklidir
Kesici uç geometrisi nasıl seçilir
Diş tornalama yaparken doğru uç geometrisinin seçilmesi önemlidir. Geometri talaş kontrolünü, kesici uç aşınmasını, diş kalitesini ve takım ömrünü etkiler.
Düz geometri
- Genel amaçlıdır, çoğu malzemede kullanılabilir
- Kenar mukavemeti sağlamak üzere yuvarlatılmış kesici kenar
Keskin geometri
- Yapışkan veya işleme ile sertleşen malzemeler içindir; ör. düşük karbonlu çelik, paslanmaz çelik, demir içermeyen malzemeler ve süper alaşımlar
- Düşük kesme kuvvetleri ve iyi yüzey kalitesi sağlayan keskin kesme kenarı
Talaş kırma geometrisi

- Uzun talaşlı malzemeler içindir; ör. düşük karbonlu malzemeler. Paslanmaz çelik, alaşımlı çelik ve demir içermeyen malzemeler için de kullanılabilir
- Daha sürekli ve gözetimsiz işleme olanağı sağlayan talaş biçimlendirme geometrisi
- Radyal ilerlemeyle kullanılmaz
Diş çekme kesici uçları ve kaliteleri hakkında daha fazla bilgi edinin
Kesici uç boşluk açıları
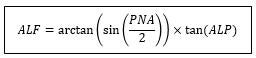
Doğru ve hassas diş tornalama için kesici uç ve diş arasında açılı bir boşluk bırakılması gerekir. İki tip boşluk bulunur, radyal boşluk (ALP) ve yanak boşluğu (ALF).
| Radyal boşluk | Serbest yüzey boşluğu |
Serbest yüzey boşluğu
Kesici uç yanları ile diş yanağı arasındaki kesme kenarı boşluğu, eşit takım aşınması ve tutarlı ve yüksek kaliteli dişler elde etmek için gereklidir. Bu yüzden, yanaklardan (serbest yüzey boşluk açısı) maksimum simetrik boşluk kazanmak ve doğru diş profili elde etmek için kesici uç eğilmelidir. Kesici ucun eğim açısı, dişin helis açısıyla aynı olmalıdır.
Serbest yüzey boşluğu
Altlık seçimi
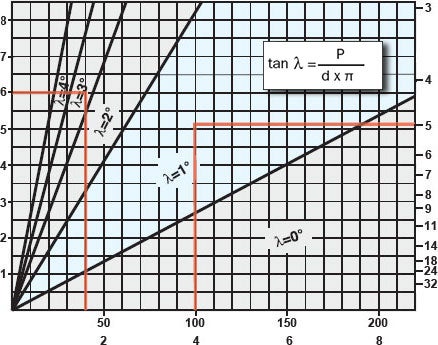
Kesici uç altlıkları kesici uçlara farklı eğimler vermek için kullanılır, böylece kesici uç eğimi (λ) dişin helisi ile aynı olur. Doğru kesici uç altlığını seçme yöntemleri için aşağıdaki tabloya bakınız.
- Çoğu takım tutucuda bulunan standart altlık en yaygın eğim açısı olan 1°'dir
- Sol yönlü vida dişlerinin sağ yönlü takımlarla tornalama işlemlerinde ve tam tersi durumda negatif altlıklar kullanılır
| Kılavuz (Hatve) mm | Diş/inç | ||
 | |||
| İş parçası çapı | mm inç |
Örnek:
- Hatve=6 mm ve iş parçası= Ø40 m: 3° altlık gerekir
- Hatve=5 diş/inç ve iş parçası= Ø4 inç: 1° altlık gerekir
Küçük profil açılarına sahip dişler
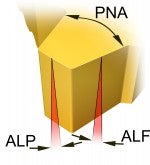
ALP = Radyal boşluk
ALF = Yanak boşluğu
ACME, trapezoid ve yuvarlatılmış dişler için ucun eğimini sağlayacak doğru altlığın seçilmiş olması özellikle önemlidir; çünkü kesme kenarındaki basınç daha yüksektir ve yanak boşluğu daha küçüktür.
Profile göre yanak boşluk açısı (ALF)
| Yanak boşluğu (ALF) | Yanak boşluğu (ALF) | ||
| Metrik, UN | 60° | 7,6° | 5° |
| Whitworth | 55° | 7,1° | 4,7° |
| Trapezoid | 30° | 4° | 2,6° |
| ACME | 29° | 3,8° | 2,5° |
| Destek | 10°/3° | 2,7°/0,8° | 1,8°/0,5° |
Radyal boşluk
Yeterli radyal boşluğu vermek için kesici uçlar takım tutucuda, 10° veya 15° eğilir. Doğru diş formunu elde etmek için iç çap takım tutucuları ile iç çap kesici uçları ve dış çap takım tutucuları ile dış çap kesici uçlarının kullanılması çok önemlidir.
Kesici uç boyutları:
11, 16 ve 22 mm
(1/4, 3/8 ve 1/2 inç)
Kesici uç boyutu:
27 mm (5/8 inç)
