Diş frezeleme uygulaması ipuçları
Diş frezelemede en iyi sonuca ulaşmak için aşağıdaki önerileri her zaman dikkate alın.
Kesme çapı seçimi
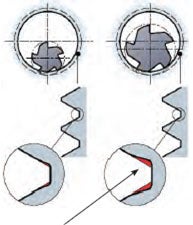
Daha küçük kesme çapı daha yüksek kalitede vida dişleri elde edilmesine yardımcı olacaktır. Kesicinin teması/ kavraması vida dişi profilinin kökünde küçük bir form hatası oluşturur. İç çap diş frezeleme uygulamalarında diş açma çapı, kesme çapı ve hatve arasındaki ilişki gerçek radyal kesme derinliğini, ae eff değerini etkiler ve bu da seçilen radyal kesme derinliğinden çok daha büyük olur. Daha büyük bir gerçek ae vida dişi kökündeki sapmayı arttıracaktır. Profil sapmasını en aza indirgemek için kesici çapı diş açma çapının %70'inden daha büyük olmamalıdır.
Örnek M30x3
21,7 mm çaplı bir takımda profil sapması 0,07 mm (0,0027 inç) olur.
11,7 mm çaplı bir takımda profil sapması 0,01 mm (0,0004 inç) olur.
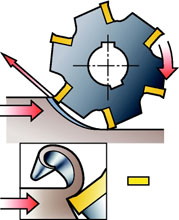
Diş frezeleme takım yolu
Diş frezeleme takım yolu aynı veya ters yönlü frezeleme kullanarak sağ veya sol yönlü vida dişleri oluşturur. Diş frezesini daima düzgün bir yolda kavratıp geri çekin; örneğin içe ve dışa doğru yuvarlanarak kesme. Diş frezeleme için X, Y ve Z eksenlerinde aynı anda hareketler yapabilecek takım tezgahları gerekir. Diş çapı X ve Y eksenleriyle, adım ise Z ekseniyle kontrol edilir.
| Hatve | 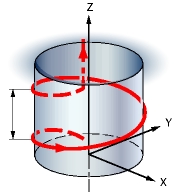
|
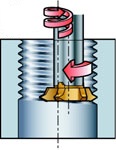
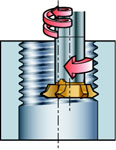
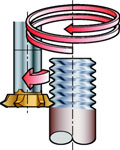
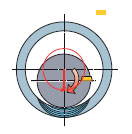
Sağ yönlü iç çap vida dişleri
Tüm kesiciler deliğin altına olabildiğince yakın konumlandırılır ve sonra aşağı frezeleme yapmak için yukarıda yönde ve saat yönünün tersine hareket ettirilir.
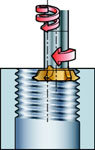
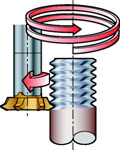
Sol yönlü iç çap vida dişleri
Sol yönlü diş frezeleme de, aynı yönlü frezelemeyi garanti etmek için, yine saat ibresine ters yönde yukarıdan aşağıya doğru frezeleme gerçekleştirilir.
| İç | |
|---|---|
| Sağ yönlü vida dişleri | Sol yönlü vida dişleri |
| Aynı yönlü frezeleme | |
 |
 |
| Ters yönlü frezeleme | |
 |  |
| Dış | |
|---|---|
| Sağ yönlü vida dişleri | Sol yönlü vida dişleri |
| Aynı yönlü frezeleme | |
|
|
| Ters yönlü frezeleme | |
|
|
Aynı yönlü frezeleme
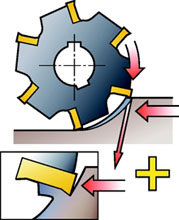
- Aynı yönlü frezeleme; takımın, takım dönüş yönünde ilerlemesi durumunda gerçekleşir
- Aynı yönlü frezeleme, takım tezgahı, bağlama ve iş parçası izin verdiğinde daima tercih edilen yöntemdir
- Talaş kalınlığı, kesici kenarda ovma etkisini ve kesmede temasa geçmeden önce yüzeye karşı yanmayı engelleyecek şekilde, kesme işleminin başlangıcından en sonunda sıfıra ulaşıncaya kadar azalır
Ters yönlü frezeleme
- Ters yönlü frezelemede kesici takımın ilerleme yönü dönme yönünün tersinedir
- Kesmeye zorlanan kesici kenar; sürtünme, yüksek sıcaklıklar ve önceki kenarın sebep olduğu çalışma sertleşmesine maruz kalan yüzeyle sık temas yüzünden ovma veya parlatma etkisi yaratır. Tüm bunlar takım ömrünü kısaltır
- Kesmeden çıkarken oluşan kalın talaşlar takım ömrünü azaltır
- Çıkıştaki büyük kalınlık ve yüksek sıcaklık bazen talaşları takımın kesici kenarına yapıştırır veya kaynatır ve bir sonraki kesmenin başına bunları taşır ya da anlık olarak kenarda tanecik kopması yaratır
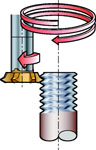
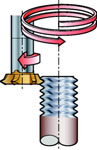
Dönerek kesmeye giriş

Dairesel frezeleme veya dairesel tırmanma yaparken kesmeye yumuşak giriş yapın. Bu işlem, malzemenin yavaşça kavranmasına sebep olacak şekilde ekstra bir daire yaparak gerçekleştirilebilir. Kesime giriş sırasında her çeyrek dönüş (90°) için hatve dörde bölünmelidir. Kesmeye düzgün giriş aynı zamanda titreşimden kaçınmak ve takım ömrünü uzatmak için de önemlidir.
Diş başına ilerleme
En iyi kaliteyi elde etmek ve parça yüzeyinde ilerleme izlerinin oluşmasını önlemek için daima küçük diş başına ilerleme değerleri uygulayın. Diş başına ilerleme 0.15 mm/diş (0.006 inç/diş) değerini geçmemelidir, dolayısıyla küçük bir hex değeri gereklidir.
Tezgah yazılımı için gerekli ilerleme
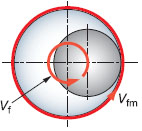
Doğru kesici uç yükü için daima tezgah yazılımının gerektirdiği doğru diş frezeleme ilerleme hesabını yapın. İlerleme değeri daima çevresel ilerleme hızına karşılık gelen hex değerine bağlıdır. Bununla birlikte, birçok tezgah için takım merkez ilerlemesi gerekir (vf). İç çap diş frezeleme uygulamalarda çevrenin takım yolu takım merkez hattı hareketinden daha hızlıdır. Çoğu frezeleme tezgahının ilerleme hızı programlaması fener milinin merkez hattına dayalıdır ve takım ömrünü yükseltmek ve titreşim/takım kırılmasını önlemek için bu durum diş frezeleme hesaplarına eklenmelidir.
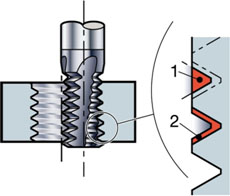
Paso sayısı
Diş frezeleme işlemi birkaç pasoya bölünerek daha büyük diş hatveleri elde edilir ve zorlu malzemelerde takımın kırılmasına karşı koruma sağlanır. Birkaç pasoyla diş frezelemede takım sapması da azalacağı için diş toleransı da iyileşir. Bu da uzun kullanma mesafelerinde ve kararlı olmayan koşullarda emniyeti artırır. Sertleştirilmiş ve zor malzemelerde diş frezeleme uygulandığında daima iki veya daha fazla paso kullanın .
Islak veya kuru işleme
Kesme sıvısı giriş ve çıkışta sıcaklık farklılıkları oluşturup termal çatlaklara neden olduğu için her zaman kuru işleme tavsiye edilir. Paslanmaz çelik/alüminyumun ince talaş işlemleri, HRSA malzeme işleme veya dökme demir işleme gibi bazı uygulamalarda kesme sıvısı yararlı olabilir (toksik tozları azaltmak için). Ancak, talaşları basınçlı hava ile atmak en doğru yöntemdir.

Dikkate alınması gereken kesme değerleri
- Delik içi diş uygulamalarında, talaş incelme etkisini azaltmak için ae düz kesmeye göre artırılır
- Dış çap diş frezeleme uygulamalarda radyal derinlik daha fazla küçülür ve yüksek kesme hızı uygulanabilir
- Köşe yarı çapı için giriş açısı 90°'dir. Burası kesici ucun en hassas bölümü olduğu için hex hesaplamaları 90° giriş açısı kullanılarak yapılmalıdır
Kesme değerleri için CoroPlus® ToolGuide kullanılmalıdır
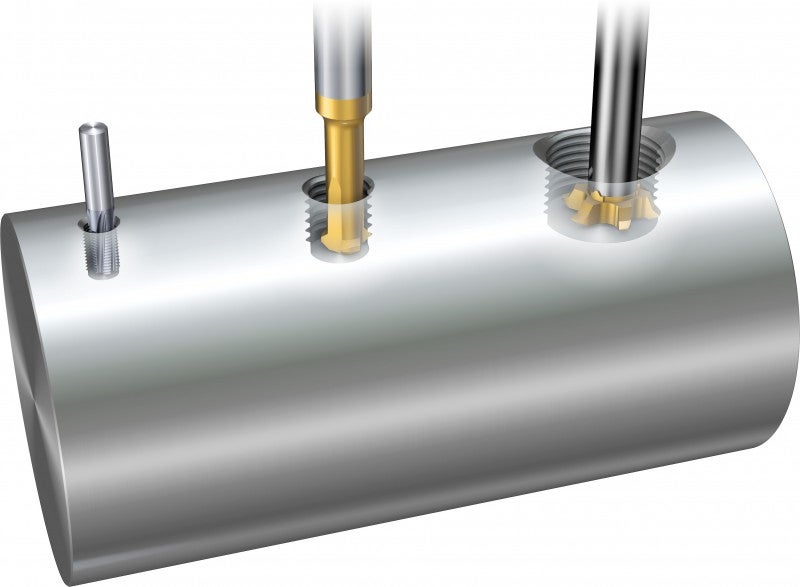
Diş frezeleme delik boyutları
Diş frezeleri her zaman kılavuzla aynı delik boyutlarını kullanır. Her zaman, tolerans dahilinde ve olabildiğince büyük boyutlu delik tercih edin. Böylece daha emniyetli bir uygulama ve uzun takım ömrü elde edersiniz. Tam profile sahip bir kesici ucu kullanırken dişin üst bölümünü işlemek için daha küçük bir delik gerekir.
Taşıma
Vidalı kesici uçları bulunan takım tutuculardan en iyi performansı almak için her zaman tork anahtarı kullanın ve kesici ucun yerine doğru oturduğundan emin olun.
- Tork çok yüksek ayarlandığında takım performansı düşer, kesici uç ve vida kırılabilir
- Tork çok düşük olduğunda titreşimlere ve hatalı kesme sonuçlarına yol açabilir
- Kesici uç vidasını düzenli değiştirin ve kesici ucu hareket ettirebilecek engelleri uç yuvasından temizleyin. Diş frezeleme işlemini güvenilir kılmak için bu kontroller yapılmalıdır