
Diş tornalama işlemlerinde içe ilerleme yöntemi nasıl seçilir
OptiThreading™
OptiThreading™ nedir?
OptiThreading™, diş tornalama uygulamalarında kontrollü talaş kırma imkanı tanıyan takım osilasyon hareketlerine sahip bir yöntemdir. Bu benzersiz yöntem, sonuncusu hariç tüm pasolarda tekrarlanan darbeli kesimler sağlar.
OptiThreading™ avantajları
- Manuel çalışmanın azalması, takımda, parçada ve/veya talaş konveyöründe oluşan uzun talaş sıkışmasını ortadan kaldırır
- Azalan planlanmamış tezgah duruşları, yüksek verimlilik ve yüksek otomasyon sağlar
- Uzun talaşlar artık parçaya hasar vermeyeceğinden yüksek parça yüzey kalitesi elde edilir
- Kontrollü titreşimler ve yüksek yüzey kalitesine sahip bir diş sağlar
- Yüksek verimlilik sağlayan daha büyük dişler/çaplarda kesme hızını artırma imkanı
- Yöntem nedeniyle düşük titreşim – takım kullanma mesafesini artırma imkanı
OptiThreading™ ile dikkat edilmesi gereken hususlar
- ISO kodunu işleyebilen CNC tezgahları için (G32/G33/G34)
- Dış çap ve delik içi uygulamaları
- Normal ve konik/sivri dişler
- 12 mm diş çapının üzerindeki tüm standart diş tipleri için
- Kesme sıvısı ile çalıştırılması önerilir
Optithreading™ nasıl uygulanır
CoroPlus® Tool Path yazılımı ile bir NC programının nasıl oluşturulacağına ilişkin videoyu izleyin.
Konvansiyonel diş tornalama yöntemleri
İçe ilerleme konusunda üç temel yöntem bulunur; Modifiye edilmiş serbest yüzey içe ilerlemesi, radyal içe ilerleme ve kademeli ilerleme. İlerleme yöntemi, diş formunu oluşturmak için kesici ucun iş parçasına nasıl uygulanacağını belirler.
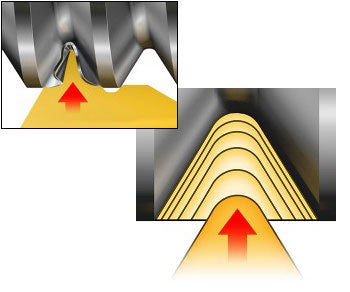
Modifiye edilmiş serbest yüzey içe ilerlemesi
Radyal ilerleme (düz ilerleme)
Kademeli ilerleme
İlerleme yönteminin seçimi takım tezgahı, kesici uç geometrisi, iş parçası malzemesi, diş profili ve hatvesinden etkilenir. İlerleme yöntemi şunları doğrudan etkiler:
- Talaş kontrolü
- Diş kalitesi
- Kesici uç aşınma tipi
- Takım ömrü
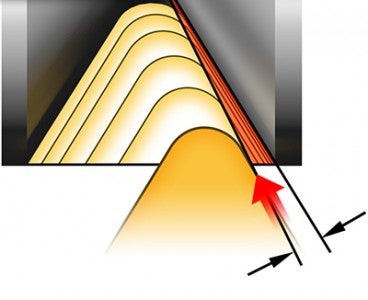
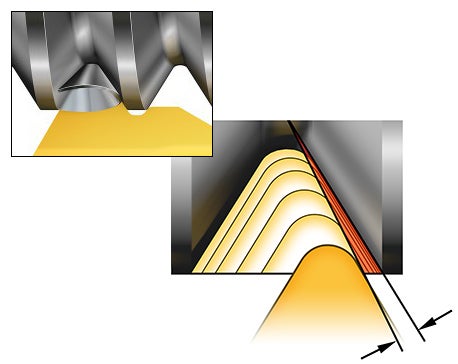
Modifiye edilmiş yanak ilerlemesi
Modifiye edilmiş yanak ilerlemesi ilk tercih edilen yöntemdir ve en uzun takım ömrü ve en iyi talaş kontrolünü sağlar. Birçok CNC tezgah, parça yüzeyinde kesici ucun sürtünmesini engellemek üzere biraz modifiye edilmiş (açılı) bu yöntemi kullanmaktadır.
- Tüm diş tornalama işlemleri ve kesici uç tipleri için önerilir
- Talaş daha kalındır, ama kesici ucun bir kenarında oluşur ve kesimi kolaylaştırır
- Kesici uca daha az ısı transfer edildiği için daha az paso gerekir
- Talaşı en uygun yöne yönlendirmek için vida dişinin iki serbest yüzeyi de (zıt serbest yüzeyler) kullanılabilir
- Büyük dişlerde ve titreşim problemlerini gidermek için kullanılır
- Talaş kırma geometrisine sahip kesici uçlar için en uygun ilerleme yöntemi budur ve ilerleme açısı olarak 1° kullanılmalıdır
Tezgah kodu örnekleri:
G76, X48.0, Z-30.0, B57 (İlerleme açısı), D05 vb.
Farklı tezgah tiplerinde serbest yüzey ilerlemesi için parametre aşağıdakiler olabilir: G92, G76, G71, G33 ve G32
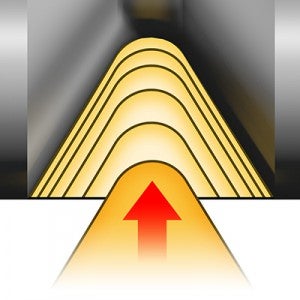
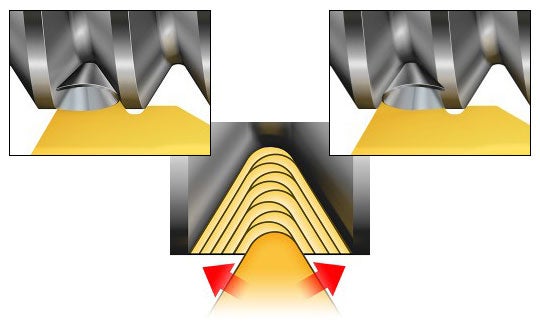
Radyal ilerleme
Radyal (düz) ilerleme en yaygın ilerleme yöntemi olup CNC olmayan tornaların çoğunda tek seçenektir.
- Biçimlendirilmesi ve kontrolü oldukça zor, katı ve V- şekilli bir talaş oluşturur
- İki serbest yüzeyde de kesici uç aşınması eşittir
- İnce adımlar için uygundur
- Kesici uç yüksek sıcaklıklara maruz kalır ve mümkün olan içe ilerleme derinliğini kısıtlar
- Büyük adımlarda titreşim ve zayıf talaş kontrolü riski
- Talaş kırma geometrileri radyal ilerleme için uygun değildir.
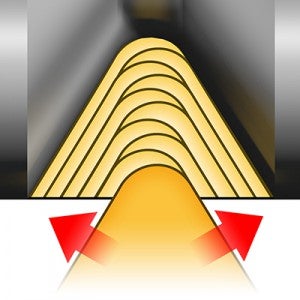
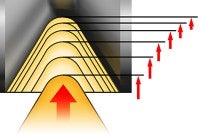
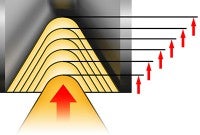
Kademeli ilerleme
Kademeli ilerleme daha büyük diş profilleri için ilk tercihtir (5 mm (5 t.p.i) üzerindeki hatveler için önerilir).
- Talaşlar her iki yönde gider, bu da talaş kontrolünü zorlaştırır
- Eşit kesici uç aşınması ve çok kaba dişlerde en uzun takım ömrünü sağlar
- Kademeli ilerleme tüm geometrilerle uygulanabilir
- Özel bir CNC tezgah programı gereklidir
Paso başına derinlik
İlerleme önerilerini katalog veya ToolGuide içinde bulabilirsiniz. Bunlar başlangıç değerleri olarak önerilir ve belirli bir diş tornalama operasyonu için en uygun paso sayısı denenerek bulunmalıdır.
- 0,05 mm (0,002 inç) altındaki ilerlemelerden kaçınılmalıdır
- Kübik Bor Nitrat kesici uçlar için ilerleme 0,10 mm (0,004 inç) değerini geçmemelidir
- Çok uçlu kesiciler için doğru ilerleme önerilerinin kullanılması çok önemlidir
Paso başına derinliğin azaltılması (sabit talaş bölgesi)
Paso başına ilerleme derinliğinin azaltılması işleme sonuçlarının iyileştirilmesi için en genel yöntemdir ve tüm diş tornalama operasyonlarında ilk olarak tercih edilir.
- İlk pasoyu en derin olarak ve son pasoyu 0,07 mm (0,003 inç) seviyesinde tutun
- Kesici uçta daha eşit yük ve daha “dengeli” talaş bölgesi sağlar
Her paso için sabit derinlik
Her paso için sabit derinlik ile, her bir paso (sonuncu dışında) paso sayısından bağımsız olarak eşit derinliktedir. Bu daha düşük verimli bir yöntemdir.
- Gerekli paso sayısını artırır
- Kesici uç üzerinde daha fazla yük
- Daha iyi talaş kontrolü sunar
- 1,5 mm veya parmakta 16 diş üzerindeki adımlar için kullanılmamalıdır.
CNC tornalardaki diş tornalama döngüleri
Standart CNC tornalar, ilk ve son pasolar da dahil olmak üzere adım, diş derinliği ve paso sayısının farklı yollarla ayarlanabildiği, alışılmış diş tornalama döngüleriyle donatılmıştır.
Son paso için mutlaka yaylı bir paso kullanmanızı öneririz (son pasonun kesme derinliği önceki pasonun kesme derinliğine eşittir). Yüksek diş kalitesi ve uzun kesici uç ömrü için önerilen içe ilerleme döngülerinin kullanılması daha faydalıdır.
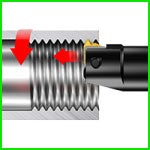
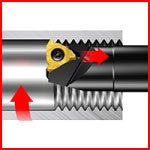
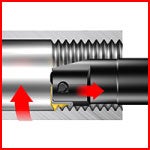
Takım ilerleme yönü
Bir diş farklı şekillerde üretilebilir. Takım aynaya veya aynadan dışa doğru ilerlerken iş mili saat yönünde veya tersinde döndürülebilir. Diş tornalama takımı da normal ya da baş aşağı konumda kullanılabilir (baş aşağı konumda talaşlar daha rahat boşaltılır).

En yaygın kullanılan kurulumlar aşağıdaki şekilde yeşil ile işaretlenmiştir.
Aynadan uzağa doğru işleme (çekerek diş çekme)
Sol yönlü dişler için sağ yönlü takımların kullanılması (ve tam tersi) takım stoklarının azaltılması ile maliyet tasarrufu sağlar.

Aşağıdaki şekilde kırmızı ile işaretlenmiş kurulumlarda negatif altlık kullanılmalıdır.
| Dış | |
| Sağ yönlü dişleri | Sol yönlü dişler |
 Sağ yönlü takım/kesici uç | 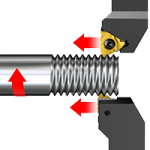 Sol yönlü takım/kesici uç |
 Sağ yönlü takım/kesici uç | 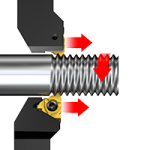 Sol yönlü takım/kesici uç |
 Sol yönlü takım/kesici uç |  Sağ yönlü takım/kesici uç |
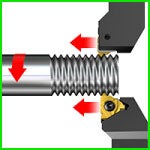
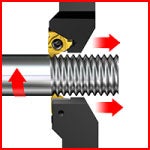
| İç | |
| Sağ yönlü dişleri | Sol yönlü dişler |
 Sağ yönlü takım/kesici uç | 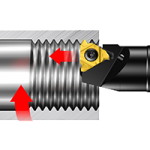 Sol yönlü takım/kesici uç |
 Sağ yönlü takım/kesici uç | 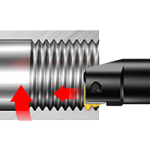 Sol yönlü takım/kesici uç |
 Sol yönlü takım/kesici uç | 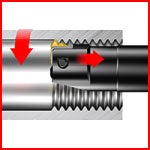 Sağ yönlü takım/kesici uç |
 Sol yönlü takım/kesici uç | 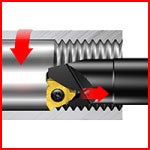 Sağ yönlü takım/kesici uç |
