
Diş standartları ve kılavuz deliği toleransları
Diş standartları
Kılavuz çekme takımları beş farklı standartta üretilir: ISO, ANSI, DIN, DIN/ANSI ve JIS. DIN ve ISO tüm dünyada yaygındır, ANSI Amerikan pazarlarında, JIS ise Asya pazarlarında daha yaygındır.
- ISO, ANSI ve JIS'in toplam uzunluğu (OAL) oldukça kısadır ve ANSI'de inç, ISO ve JIS'te metrik olan sap çapı dışında bunlar benzerdir
- DIN, metrik sap çaplı ve uzun OAL'li bir modeldir
- DIN/ANSI ikisinin karışımıdır; ANSI sap çapı, DIN OAL kullanılır

ISO, ANSI, JIS

DIN, DIN/ANSI
ISO sap ve sap ucundaki kare kısmın ölçüleri

| Sap çapı (DMM),mm | Kare (WSC), mm | ISO 529 Metrik | ISO 529 UNC/UNF BSW/BSF | ISO2283 Metrik | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
DIN sap ve sap ucundaki kare kısmın ölçüleri
| Sap çapı (DMM), mm | Kare (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
ANSI sap ve sap ucundaki kare kısmın ölçüleri

| Sap çapı (DMM), inç | Kare (WSC), inç | ASME B94.9 tezgah vida ölçüleri | ASME B94.9 kısım ölçüleri | ASME B94.9 metrik ölçüler |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
JIS sap ve sap ucundaki kare kısmın ölçüleri

| Sap çapı (DMM), mm | Kare (WSC), mm | Ölçü |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Kılavuz deliği toleransları
| Tolerans sınıfı, kılavuz |
| ISO | DIN | ANSIBS | Tolerans, iç çap vida dişi (somun) | Uygulama |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Boşluksuz uyar |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Normal uyar |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Geniş boşluklu uyar |
| - | 7 G | - | 7 G 8 G | İşleme veya kaplama sonrası gevşek uyar |
Kılavuz toleransı ile iç çap vida dişi (somun) toleransı karşılaştırması
Normal kılavuz toleransı ISO 2'dir (6H), bu da vida ile somun arasında ortalama kalite ile uygunluk sağlar. Düşük tolerans (ISO 1), vida ile somun arasındaki serbest yüzeylerde boşluk olmadan hassas uygunluk sağlar. Yüksek tolerans (ISO 3) büyük boşlukla gevşek uygunluk sağlar. Somun kaplandığında ya da gevşek oturma tercih edildiğinde kullanılır. 6H (ISO2) ve 6G (ISO3) ve de 6G ve 7G toleransları arasında 6HX ve 6GX toleranslı kılavuzlar da bulunur. “X”, toleransın standart dışı olduğu anlamını taşır ve dökme demir gibi yüksek mukavemetli ya da aşındırıcı malzemelerde çalışılan kılavuzlarda kullanılır. Bu malzemeler ölçü büyüklüğü problemi yaratmaz ve daha yüksek tolerans ile takım ömrü uzatılabilir. 6H ile 6HX'in tolerans genişliği eşittir. Biçim verme kılavuzları genelde 6HX veya 6GX toleransla üretilir.
Boru vidası dişlerinde aşağıdaki standartlar bulunur:
- G dişleri - ISO 228-1. İç çap vida dişi için tek bir sınıf (kılavuz)
- Rc ve Rp dişler - ISO 7-1
- NPT ve NPSM - ANSI B1.20.1
- NPTF ve NPSF - ANSI B1.20.3
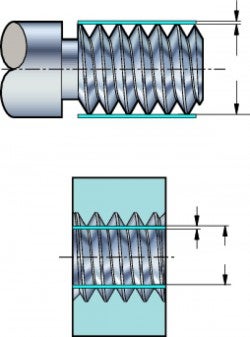
Tolerans konumlandırma
Belirli bir toleransa göre tasarlanmış bir kılavuzun tolerans genişliği, tamamlanmış dişin tolerans genişliğinden çok daha küçüktür. Kılavuz toleransı, kılavuzun başlangıçtan itibaren doğru vida dişi keseceği şekilde konumlandırılır. Kılavuz kullanıldıkça aşınır ve sonunda doğru dişi kesemeyecek kadar küçülür ve GEÇER (GO) mastarın küçük toleransından daha küçük hale gelir. Optimum durum, kılavuz toleransını iç çap vida dişinin üst kısmına yerleştirmektedir, ancak bu durumda da kılavuzun GEÇMEZ ( NO-GO) mastarın üst limitinden büyük bir diş açma riski oluşur. Ölçü büyüklüğü problemi yaratmayan malzemeler için kullanılan "X" toleransları daha da yükseğe yerleştirilir. Kılavuzun çok küçük dişler kesmeden önce daha fazla aşınma imkanı olması nedeniyle takım ömrü uzar.
DIN toleransları
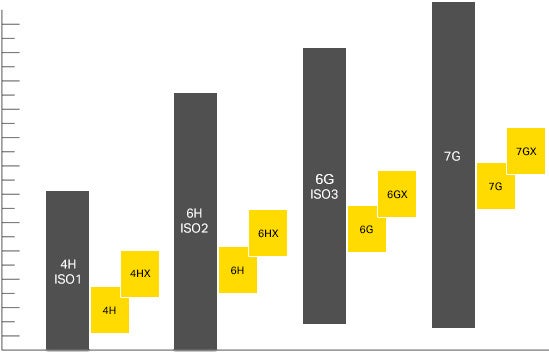
 | Vida dişi tolerans sınıfları Kılavuz tolerans bölgeleri |
ANSI toleransları
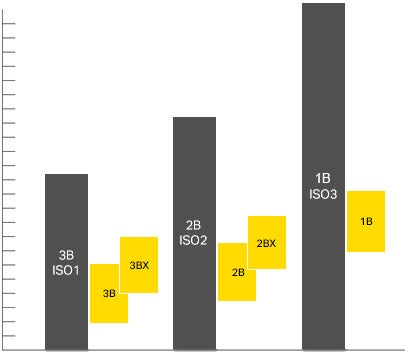
| Vida dişi tolerans sınıfları Kılavuz tolerans bölgeleri |
