
Finuppborrning
Finuppborrningsoperationer används i syfte att förbättra ett befintligt hål, att uppnå snävare håltolerans och att korrigera positioneringen genom hög ytjämnhet. Bearbetningen utförs med små skärdjup, vanligen mindre än 0,5 mm (0,020 tum).
Enskärig uppborrning används för finbearbetning med små skärdjup när snäv tolerans (IT6 till IT8) eller hög ytjämnhet krävs. Tack vare en precisionsmekanism kan finuppborrningsverktygets diameter justeras med mikrometernoggrannhet. Enskärig uppborrning kan användas med ett grovuppborrningsverktyg, för finbearbetning av hål med toleransen IT9 eller högre.
Bakuppborrning

Bakuppborrning används för bearbetning av ett hål med en skuldra som inte kan nås från den motsatta riktningen. Bakuppborrning kan också användas för att optimera koncentriciteten för ett hål med en skuldra, eftersom hela hålet bearbetas från en enda position.
Obs: Se till att uppborrningsverktyget går igenom hela hålet med skuldran och att uppborrningsverktygets främre del inte kolliderar med komponenten. Vid bakuppborrning är uppborrningsverktyget konfigurerat för att gå igenom ett hål med minsta diametern DC/2 + BD1/2.
Verktygsinställning för bakuppborrning:
- Skruva loss skruvstiftet från det övre skärvätskeutloppet och montera det i den nedre skärvätskeutgången
- Spola skärvätska för att säkerställa rätt skärvätskepositionering (för de minsta verktygsstorlekarna kan skruvstiftet inte monteras i det nedre skärvätskeutloppet)
- Rotera inbyggnadshållaren 180°
- Använd slidförlängning vid behov
- Byt rotationsriktning
Utvändig uppborrning

Utvändiga operationer kan utföras med ett finuppborrningsverktyg när det krävs snäv diametertolerans.
Verktygsinställning för utvändig uppborrning:
- Byt rotationsriktning
- Vänd huvudet 180°
- Undvik kollision genom att beakta största möjliga bearbetningslängd l3 och verktygets utvändiga diameter
Vid utvändig bearbetning roterar slidens och finuppborrningshuvudets massa runt arbetsstycket, vilket orsakar höga centrifugalkrafter. Maximal skärhastighet i en utvändig applikation måste därför beräknas med hänsyn till maximal skärhastighet för diametern när huvudet roteras 180°, vilket innebär att verktyget är konfigurerat för finuppborrning.
Beräkningsexempel:
- Utvändig diameter att bearbeta: 80 mm (3,15 tum)
- Invändig diameter som kan bearbetas (med denna position för slid och huvud): 210 mm (8,27 tum)
Obs: Den diameter som ska bearbetas, ska alltid adderas med 130 mm (5,12 tum), så att man får rätt diameter för beräkning av maximalt varvtal - Max. skärhastighet baserat på invändig bearbetning (i det här exemplet för CoroBore® 825): 1200 m/min (3937 fot/min)
- 1 200 m/min (3 937 fot/min) vid diametern 210 mm (8,27 tum) är lika med 1 820 varv/min. Det innebär att 1 820 varv/min är det högsta varvtal som kan användas för den här slid- och huvudpositionen
- För utvändig bearbetning motsvarar 1 820 varv/min skärhastigheten 460 m/min (1 509 ft/min) vid diametern 80 mm (3,15 tum)
Val av skär för finbearbetning
Skär med positiv grundform är första val för alla finuppborrningsapplikationer, eftersom de ger lägre skärkrafter än skär med negativ grundform. Det finns även ett stort sortiment av skärgeometrier.
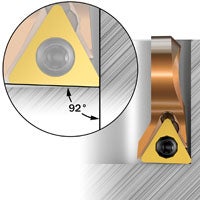
Anborrningsvinkeln vid finuppborrning bör vara minst 90° (0° äntringsvinkeln), så att de radiella skärkrafterna minimeras och vibrationer undviks.
De flesta av Sandvik Coromants finuppborrningsverktyg har en anborrningsvinkel på 92° (-2° äntringsvinkel), vilket innebär att du kan bearbeta skuldror och bottenhål utan att använda hela skäreggen.
Läs mer om hur du väljer rätt svarvskär.
Skärkraft vid finuppborrning
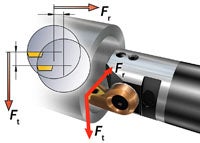
När verktyget är i ingrepp uppstår en tangentiell och en radiell skärkraft som försöker skjuta bort verktyget från arbetsstycket. Den tangentiella kraften trycker verktyget nedåt och bort från centrumlinjen. Därmed minskar verktygets släppningsvinkel.
Radiell avböjning innebär att både skärdjupet och spåntjockleken minskar, vilket kan ge upphov till vibrationstendenser.
Balansering vid finuppborrning
Asymmetriska verktyg eller stora kast kan orsaka obalans, som ger upphov till krafter som påverkar uppborrningsverktyget. I de flesta applikationer är den kraft som orsakas av obalans försumbar, jämfört med skärkrafterna.
Vid höga hastigheter, särskilt med långa överhäng, kan obalansen ge upphov till vibrationer, vilket inverkar på hålkvaliteten.
Verktygsavböjning
Storleken på skärkraftens tangentiella och radiella komponenter beror på skärdjupet, nosradien och anborrningsvinkeln.
Avböjning i radiell riktning påverkar den bearbetade håldiametern. Den tangentiella avböjningen påverkar skäreggen genom att den böjs nedåt, bort från centrumlinjen. Följ våra rekommendationer för att kompensera för radiell avböjning. Sandvik Coromants finuppborrningsverktyg är utrustade med en justeringsmekanism som gör det möjligt att justera diametern ned till 2 μm (0.0787 μtum) noggrannhet.
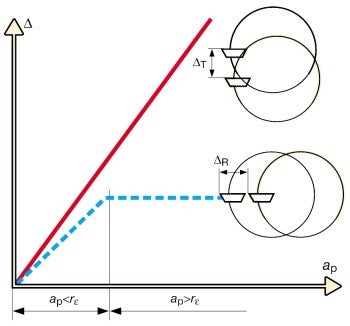
X-axel: Skärdjup
Y-axel: Avböjning
Röd linje: Tangentiell avböjning
Blå linje: Radiell avböjning
Applikationschecklista för finuppborrning


- Välj största möjliga kopplingsstorlek eller bomdiameter
- Säkerställ god spånkontroll. Korta/hårda spånor kan leda till vibrationer. Långa spånor kan orsaka försämrad ytjämnhet eller skärbrott
- Välj kortast möjliga överhäng, använd vibrationsdämpade svarvbommar för överhäng som är mer än fyra gånger längre än kopplingsstorleken
- Stor skärnosradie (RE) ger högre bearbetningssäkerhet och ytjämnhet men kan ge upphov till vibrationer. Nosradier större än 0,4 mm (0,016 tum) rekommenderas inte. En nosradie på 0,2 mm (0,008 tum) rekommenderas vid användning av svarvbommar för små diametrar
- Skär med tunn beläggning eller utan beläggning ger normalt lägre skärkrafter än skär med tjockare beläggning. Särskilt viktigt när förhållandet verktygslängd/diameter är stort.
- Normalt ger en skarp skäregg förbättrad hålkvalitet genom minimerad vibrationstendens
- En geometri med öppen spånbrytare kan vara bättre
- Välj ett lättskärande skär för att få till en bra ytjämnhet (rekommenderas inte för instabila förhållanden eller långa överhäng)
- Otillräckligt skäreggsingrepp kan öka vibrationerna som orsakas av friktion under bearbetningen
- Med för stort skäreggsingrepp (stort skärdjup och/eller matning) kan vibrationerna öka på grund av verktygsavböjning
- En skärsort med högre seghet kan övervägas i vissa operationer eftersom den klarar av risken för spånstockning eller vibrationer
- När det krävs snäv håltolerans bör du alltid göra en slutlig justering efter mätning av håldiametern medan verktyget fortfarande är i maskinspindeln. På så sätt kompenserar du för eventuell förskjutning mellan förinställningsutrustningen och verktygsspindeln samt för radiella avböjningar eller skärförslitning
- Se till att spänna fast uppborrningsverktyget och arbetsstycket ordentligt
- Använd skärvätska för att förbättra spånavgång, livslängd och hålgeometri
- Modulsystem för små diametrar Ett koniskt skaft ger rakare hål vid långa överhäng, oavsett vilken chuck som används. Ett koniskt skaft av solid hårdmetall bör väljas för överhäng upp till 6xDFör ett cylindriskt skaft blir hålet rakare om överhänget är litet.Välj skaft i tungmetall för bäst stabilitet och minskad vibrationstendens vid korta överhängVälj hydrauliska chuckar med hög precision för bästa stabilitet och produktionssäkerhet

Se även Arbetstips för allmänna rekommendationer.
Se hanteringsanvisningarna nedan för rekommenderat åtdragningsmoment.

