
Rozwiązania do obróbki wałów korbowych
Sandvik Coromant oferuje szeroki i pełny asortyment narzędzi do obróbki wałów korbowych, dostarczając od ponad 40 lat tego rodzaju rozwiązania dla najważniejszych producentów oryginalnego wyposażenia i producentów obrabiarek na całym świecie.
W naszej ofercie znajduje się również wiele różnych rozwiązań specjalnych, których przykłady zostały opisane poniżej:
Turn-turn broaching lub chasing
Aby uzyskać najlepsze wyniki obróbki różnych kształtów na czopach głównych, zakończeniach wałów i kołnierzy, należy używać narzędzia specjalnego typu turn-turn broaching wykorzystującego wymienne płytki.
Turn-turn broaching to efektywna technika zapewniające produktywną, ekonomiczną i elastyczną obróbkę charakteryzującą się krótkimi czasami jednostkowymi, wysoką wszechstronnością i szybkim ustawianiem narzędzi.
Kasety do obróbki turn-turn broaching montowane są promieniowo na głowicy tarczowej, która podczas obrotów wału, porusza się w jego kierunku oraz wzdłuż obrabianej powierzchni. Do narzędzi tarczowych na maksymalnie 48 kaset należy stosować płytki Sandvik Coromant. Standardowe płytki typu C, T, W i S z mocowaniem śrubą dociskową zapewniającym najlepszą stabilność dostarczane są w ciągu 24 godzin.
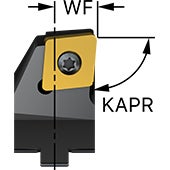
Płytki do nacinania (wieloostrzowe) są opatentowanym rozwiązaniem Sandvik Coromant i w kilku wariantach dostępne są jako asortyment standardowy.
- Różne wielkości szerokości funkcjonalnej (WF)
- Różne kąty przystawienia narzędzia (KAPR)
- Możliwość montażu zarówno od dołu, jak i od góry
- 1 lub 2 gniazda płytek w kasecie

Dwie płytki
Dostępne gniazda płytek:
- CNMU 12
- WNMU 08
- SNMU 12
- TNMU 16
- VBMT 16
- Q-Cut (maksymalna wielkość gniazda 60)
- CoroCut (maksymalna wielkość gniazda K)
- Płytki specjalne
T651 - narzędzia do obróbki Turn-turn broaching w stanie nieutwardzonym

Tarcze do obróbki Turn-turn broaching
- Maks. do 48 gniazd w kasetach i średnica 750 mm (29.5 cala)
- Maks. do 45 gniazd w kasetach i średnica 700 mm (27.6 cala)
- Maks. do 40 gniazd w kasetach i średnica 642 mm (25.3 cala)
- Szerokość od 16 mm (0.630 cala)
- Różne złącza dla różnych producentów obrabiarek
- Rozwiązanie lekkie < 15 kg
Kasety do obróbki Turn-turn broaching
- Dotychczas wykonaliśmy ok. 600 różnych kaset
- Podziałka 7,5°, 8° lub 9° ( najczęściej spotykana )
- Różna szerokość ( min. 16 mm )
- Różne wielkości WF
- Różne kąty KAPR
- Montaż od dołu lub od góry
- 1 lub 2 gniazda płytek w kasecie
Sandvik Coromant może dostarczyć szeroki asortyment standardowych i wykonywanych na zamówienie płytek do obróbki techniką turn-turn broaching, w zaawansowanych gatunkach zapewniających bardzo dobre wyniki podczas obróbki wałów korbowych.
Płytki standardowe
| iC | Śruba | Płytka podporowa | Śruba płytki podporowej | P | P | K | |||
| GC | GC | GC | |||||||
| 4415 | 4425 | 3210 | |||||||
 | CNMU 120408 | -PF | 12 | 1/2 | 5513 020 - 25 | 5322 232 -02 | • | ||
| CNMU 120412 | -PM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -PM | 5513 020 - 13 | 5322 232 -02 | • | • | ||||
| CNMU 120416 | -PR | 5513 020 - 25 | 5322 232 -02 | • | |||||
| CNMU 120416 | -PR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120412 | -QM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| WNMU 080412 | -KM | 5513 020 - 25 | 340.885 322 N131 | • | |||||
 | WNMU 080412 | -WF | 5513 020 - 25 | 340.885 322 N131 | • | ||||
| WNMU 080412 | -WM | 5513 020 - 25 | 340.885 322 N131 | • | • | ||||
| WNMU 080612 | -WM | 5513 020 - 13 | 340.885 322 N131 | • | • | ||||
 | TNMU 160408 | -PF | 16 | 3/8 | 5513 020 - 25 | • | |||
| TNMU 160412 | -KM | 5513 020 - 25 | • | ||||||
| TNMU 160412 | -WM | 5513 020 - 25 | • | • | |||||
 | SNMU 120416 | -KM | 12 | 1/2 | 5513 020 - 25 | 5322 420 - 02 | • | • |
Płytki Tailor made
| P | P | P | P | K | K | K | ||
| GC | GC | GC | GC | GC | GC | GC | ||
| 4305 | 4315 | 4325 | 4335 | 3225 | 3205 | 3210 | ||
 | S-CNMU 120412 - PM | • | ||||||
| S-CNMU 120616 - PR | • | • | • | • | ||||
| S-CNMU 120412 - QM | • | |||||||
| S-CNMU 120412 - KM | • | • | ||||||
| S-CNMT 120416 - MR | • | • | • | • | ||||
 | S-WNMU 080412 - WM | • | • | • | ||||
| S-WNMU 080612 - WM | • | |||||||
| S-WNMU 080412 - KM | • | |||||||
| S-TNMU 160412 - KM | • | • | ||||||
 | S-TNMU 160412 - WM | • | • | |||||
| S-SNMU 120416 - KM | • | |||||||
 | S-RCKX 1204M0 - KH | • | • | • | ||||
Frezowanie wewnętrzne
M641 (płytki zamocowane stycznie) i M642 (płytki zamocowane promieniowo) to nowe frezy tarczowe do obróbki wału korbowego
Jest to stabilny system gwarantujący bezpieczny przebieg obróbki i zapewniający bardzo wysoką opłacalność. Różne wielkości narzędzi, od lekkich do ciężkich, przeznaczonych do obróbki wałów korbowych do okrętowych silników wysokoprężnych.
Opis narzędzia
M641 i M642 to nowe frezy tarczowe do obróbki wału korbowego z płytkami zamocowanymi stycznie (M641) i płytkami zamocowanymi promieniowo (M642).
Konstrukcja stworzona z myślą o CoroMill® 745 (frezowanie czołowe) doprowadziła do powstania nowej metody ustawiania płytek na frezach. Umożliwiło to M642 uzyskanie większej przestrzeni na wióry i większej liczby efektywnych ostrzy w porównaniu z konwencjonalnymi frezami na płytki montowane stycznie.
Nowa konstrukcja, dla której został złożony wniosek patentowy, umożliwia skrócenie czasu maszynowego i sprawniejsze odprowadzanie wiórów.

Korzyści dla klienta w przypadku frezowania wewnętrznego
- Duża stabilność i produktywność
- Niewielki koszt węglika dzięki mniejszej liczbie płytek w frezie
- Szybka zmiana narzędzia i jego mały ciężar
Fakty i liczby – narzędzia do frezowania wewnętrznego M641/M642 (I.D)
- Zakres średnic od 170 do 420 mm (6.693–16.535 cala)
- Szerokości od 15 do 100 mm (0.590–3.94 cala)
- Rozwiązanie lekkie < 15 kg (33 funty)
- Tarcza monolityczna lub rozwiązanie segmentowe
- Różne sposoby montażu segmentów
- Różne złącza dla różnych producentów obrabiarek
- Jednoczesne frezowanie kilku łożysk
- Frezy do obróbki w tandemie
- Powierzchnia podparcia płytki jest chroniona przez gniazdo płytki nowej konstrukcji

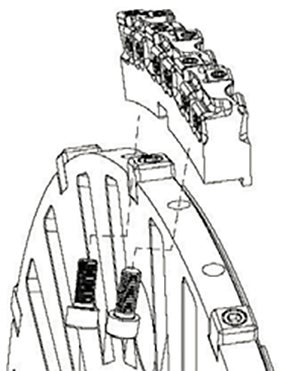
Przykładowy zespół

Przykładowy zespół

Segment do frezowania wewnętrznego

Dowiedz się więcej o M642/M632
Frezowanie zewnętrzne
M631 (płytki zamocowane stycznie) i M632 (płytki zamocowane promieniowo) to nowe frezy tarczowe do obróbki wału korbowego
Frezowanie zewnętrzne jest wszechstronną i produktywną metodą stosowaną głównie przy obróbce na dużą skalę małych i średnich samochodowych wałów korbowych. Duże tarcze mają dużą liczbę ostrzy będących w kontakcie z przedmiotem i zostały zaprojektowane tak, aby zapewniać doskonały przebieg odprowadzania wiórów, możliwość pracy przy dużych prędkościach skrawania i bardzo bezpieczny przebieg obróbki.
M631 (mocowanie styczne) i M632 (mocowanie promieniowe) to innowacyjne rozwiązania, które znacząco ograniczyły wymagania dotyczące wymiany narzędzi, ponieważ wymieniany musi być tylko segment o wadze mniejszej niż siedem kilogramów. To wyeliminowało potrzebę stosowania podnośnika znajdującego się przed obrabiarką.
Konstrukcja stworzona z myślą o CoroMill® 745 (frezowanie czołowe) doprowadziła do powstania nowej metody ustawiania płytek na frezach. Umożliwiło to M632 (płytki zamocowane promieniowo) uzyskanie większej przestrzeni na wióry lub większej liczby efektywnych ostrzy w porównaniu z konwencjonalnymi frezami na płytki montowane stycznie.
Nowa konstrukcja, dla której został złożony wniosek patentowy, umożliwia skrócenie czasu maszynowego i sprawniejsze odprowadzanie wiórów.

Korzyści dla klienta
- Elastyczna koncepcja
- Lżejsze skrawanie, mniejsze siły skrawania
- Sprawne odprowadzanie wiórów
- Wysoka prędkość skrawania
Fakty i liczby – narzędzia do frezowania zewnętrznego M631/M632 (O.D)
- Średnice do maks. 1,500 mm (59 cali)
- Szerokości narzędzi od 15 do 60 mm (0,590–2.36 cala)
- Rozwiązanie lekkie < 15 kg (33 funty)
- Tarcza monolityczna lub rozwiązanie segmentowe
- Różne sposoby montażu segmentów
- Różne złącza dla różnych producentów obrabiarek
- Narzędzia do obróbki wykończeniowej z możliwością regulacji
- Frezy do obróbki w tandemie
Dowiedz się więcej o M642/M632


Narzędzia standardowe czy na zamówienie?
Niektóre narzędzia skrawające opisywane na tej stronie są stale dostępne w magazynach, z czasem dostawy 24 godziny. Natomiast realizacja zamówień na narzędzia specjalne, zgodne z określonymi wymaganiami klienta, wymaga nieco więcej czasu. Szczegółowe informacje na ten temat, w tym również informacje dotyczące cen, można uzyskać u najbliższego przedstawiciela firmy Sandvik Coromant.
Zastosowanie u klienta
Changan Automobile Co. Ltd. to wiodąca firma na chińskim rynku motoryzacyjnym, oferująca wiele różnych samochodów osobowych i dostawczych. Rocznie produkuje i sprzedaje prawie trzy miliony pojazdów. Na początkowym etapie wdrażania linii produkcyjnych firma zamówiła pięć nowych linii produkcyjnych wałów korbowych, w skład których wchodziło w sumie 38 obrabiarek oraz narzędzia do produkcji 700 000 wałów korbowych.
Firma Sandvik Coromant dostarczyła narzędzia i była odpowiedzialna za wszystkie rozwiązania narzędziowe, w tym również narzędzia specjalne. Głównym wyzwaniem w projekcie była duża różnorodność metod produkcji i rodzajów obróbki, a także krótki czas realizacji. Poza zastosowaniami ogólnymi, takimi jak obróbka techniką turn-turn broaching zakończeń kołnierzy i wałów oraz głównych łożysk, klient potrzebował również narzędzi specjalnych oraz narzędzi do frezowania zewnętrznego łożysk sworznia, specjalnej obróbki gwintów i wiercenia głębokich otworów. Harmonogram dla projektu był bardzo napięty, a czas realizacji pierwszej dostawy wynosił zaledwie siedem tygodni od otrzymania zamówienia.
