
長い突き出し量での加工 – 検討事項
長い突き出し量で加工する際は、工具径が4×D以上になると、びびりが問題になり始めます。金属切削加工ではびびりを完全に取り除くことはできませんが、びびりを軽減する方法はいろいろあります。
防振型ボーリングバイト

工作機械で高出力を得たい場合、びびりはよく、切削速度、送り、および切込み深さの低減といった制限パラメータとなることがあります。防振型ボーリングバイトは工具内部の防振装置で、びびりを最小限に抑えるよう設計されています。
防振型ボーリングバイトを使用することで、切削条件を引き上げることができると同時に、より安全で、びびりのない加工も実現し、厳しい公差、優れた面粗さ、高い切りくず排出量を得ることができるため、部品当りの加工コストを削減することができます。
長い突出し量と不十分なアクセス性に対応するために、防振型ボーリングバイトは主に、長い突出し量と不十分なアクセス性への対応として使用されます。しかしながら、突出し量が短い場合 (4 x D超) でも、生産性が大幅に向上し、加工面品質も改善も得られます。
切りくず排出量を増やしたり、加工面品質を高めたり、加工プロセスを安定させたり、生産コストを削減することはもちろんのこと、静かな加工を提供いたします。
円筒シャンク用の検討事項
- スプリットボーリングバイトタイプの、4×D以上のホルダを使用します – CoroChuck® 935の使用を推奨します。
- 4×D以上の場合は、サドルでスプリットキャップクランプを使用します。
- ボーリングバイトの応力を考慮する必要があります
- 径/突出し量に応じてカウンターウェイトが必要になることがあります

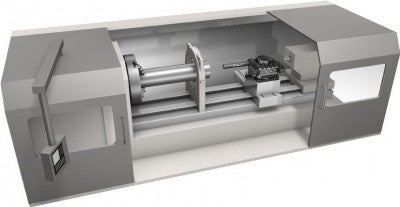
フラットベッド旋盤における長い突き出し量での加工
フラットベッド旋盤においては、内径加工で固定振れ止めと長いボーリングバイトの使用が一般的です。防振型ボーリングバイトを使用してびびりを最小にすれば、サポートパッド付き特殊ボーリングヘッドの必要性は低減されます。防振型ボーリングバイトをタレットまたは心押し台位置に取り付けることができます。
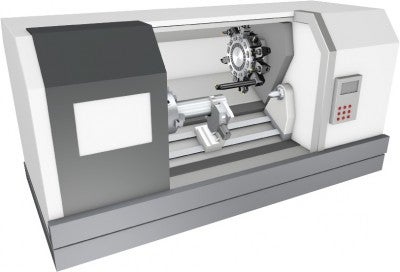
ターニングセンタにおける長い突き出し量での加工
ターニングセンタにおいては、長いボーリングバイトにより、他の工具の使用中にびびりや衝突のリスクといったさらなる問題が発生します。防振型ボーリングバイトの使用により、これらの潜在的な問題を克服して競争力のあるメリットに変えることができます。
カップリングフランジにより最大の安定性を得られるよう、長いボーリングバイトには最も大きなサイズのCoromant Capto®をご使用ください。外部クランプホルダは、異なる工具のため、同じサイズである必要はありません。
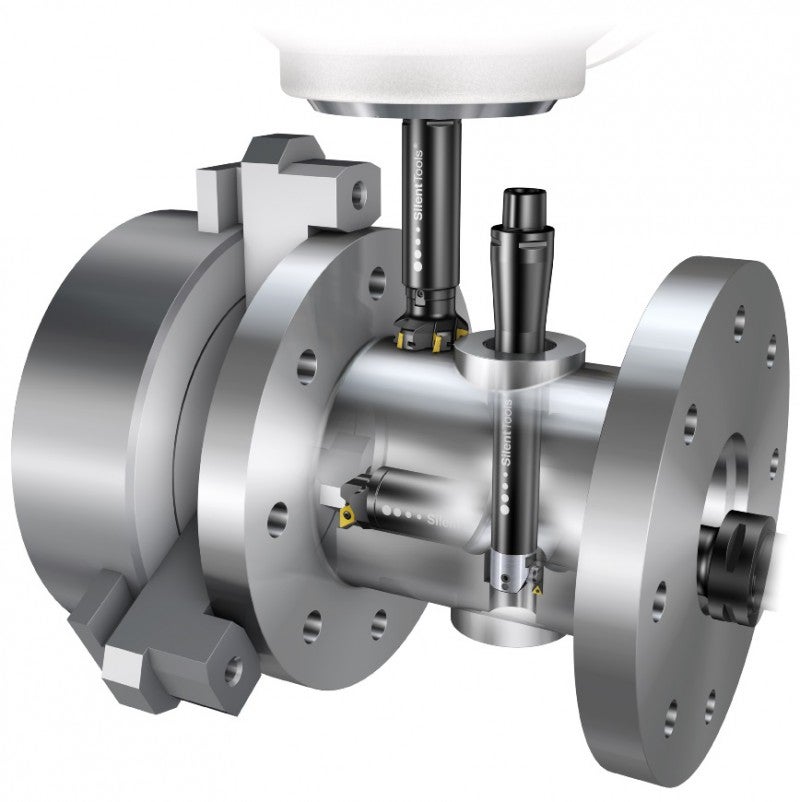
横型複合加工機における長い突き出し量での加工
大型の横型複合加工機では長い穴を加工するのが一般的です。機械では、通常のマガジンが取り扱えるものより長いボーリングバイト用の個別のローディングステーションを使用しています。これらのボーリングバイトには、様々なカッティングヘッド用にATC (自動工具交換) 付きのものがあり、通常のマガジンに保管しておくことができます。

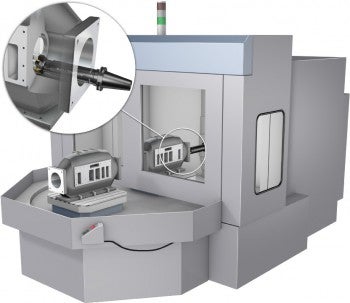
マシニングセンタにおける長い突き出し量での加工
2倍の長さのマシンインターフェースアダプタと3倍の長さの防振フライスアダプタを組み合わせれば、このモジュラーソリューションで最適な長さを容易に得ることができます。
防振型フライスカッターを使用する際、クリアランスに関して行うべき3つの検討事項があります。

A

b

c
a) オーバーサイズカッターでのアセンブリ: 全長にわたるクリアランス
b) 基準カッター径とアンダーサイズシャンクアダプタでのアセンブリ: アンダーサイズシャンクに沿ったクリアランス
c) 基準カッターでのアセンブリ: クリアランスなし
| シャンク径、mm (inch) | オーバーサイズカッター 径、mm (inch) | |
| C3 | 32 (1.260) | 36 (1.417) |
| C4 | 40 (1.575) | 44 (1.732) |
| C5 | 50 (1.968) | 54 (2.126) |
| C6 | 63 (2.480) | 66 (2.598) |
| C8 | 80 (3.150) | 84 (3.307) |
| 基準カッター 径 mm (inch) | シャンク径、mm (inch) | |
| C4 | 40 (1.575) | 38 (1.496) |
| C5 | 50 (1.968) | 47.5 (1.870) |
| C6 | 63 (2.480) | 60 (2.362) |
| C8 | 80 (3.150) | 76 (2.992) |
| C10 | 100 (3.937) | 95 (3.740) |
