
チャックの選択

チャックを使用して丸シャンク工具を保持します。数多くのチャックタイプがあり。チャックの選択は以下によって変わります。
- 加工: エンドミル、ドリル、タップ、リーマ
- 部品の材質と公差
- 生産: 大量または混合
- クーラント:ドライ、エマルジョン、MQL – スルーツールまたは外部供給式
チャックの比較
チャックの選定には下記表をご参考ください。
 |  |  |  |  | |
| 高精度 ハイドロチャック | 焼きばめ | パワーチャック | ERコレットチャック | ウェルドン | |
耐工具脱落性、トルク 伝達 | 非常に良好 | 非常に良好 | 優れている | OK | 非常に良好 |
| ハンドリングが容易 | 非常に良好 | 許容範囲 | 優れている | 良好 | 非常に良好 |
| 高精度 | 非常に良好 | 非常に良好 | 優れている | OK | 許容範囲 |
| 柔軟性 | 非常に良好 | 優れている | 非常に良好 | 非常に良好 | OK |
| アクセス性 | 非常に良好 | 非常に良好 | OK | 良好 | OK |
円筒シャンク
円筒シャンクを均等にクランプして、フライス加工、穴あけ加工、リーマ加工時に振れ精度を最良にするために使用します。フラットでなかったり、ロックされていないと、ホルダ内でシャンクが動く前に、トルクと軸方向の力を制限します。
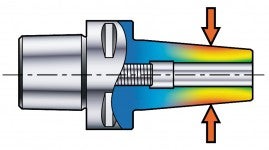
油圧チャック
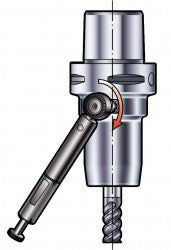
油圧膜が高クランプ力と振れ精度を実現します。扱いはとても簡単で装置を取り外す必要がありません。コレットを使用して必要なチャック数を減らすことができます。クーラントは工具を介して(穴あけ加工)またはコレットを介して(フライス加工)供給することができます。
焼きばめ チャック
チャックの穴はシャンク径よりわずかに小さいため、工具を交換するにはチャックを加熱して膨張させます。ホルダと工具シャンク間の熱膨張のため、超鋼丸工具では主に焼きばめチャックを使用します。工具を交換するには加熱装置が必要です。各チャックはひとつのシャンク径とクーラント供給用です。このため焼きばめは、工具交換用の工具設定室のある専用生産に非常に適しています。
焼きばめアダプタは、中~高良好なアクセス性と高い振れ精度を実現します。
ERコレットチャック (DIN6499)

振れ精度とクランプ力は油圧チャックまたは焼きばチャックほど良好ではありません。しかし、コレット付きで柔軟性に優れているため、ER コレットチャックを穴あけ加工やライトフライス加工用の経済的なオールラウンドチャックとなっています。工具交換は、治具を使用して機械で行うことができます。 トルクレンチを使用してコレットを固定します。過度に締め付けないこと。締め付けすぎると、精度が下がり、チャックが損傷します。
フラット付きのシャンク
フラット付きのシャンクは、トルク防止が振れ精度より重要な場合の高トルク用途に使用します。

シャンクISO9766用のドリルアダプタ

ドリルアダプタは中~大の穴あけ加工に好適です。ドリルに作用するのは軸方向の圧縮力のみのためシャンク全体にわたってフラットな構造となっていますが (脱落のリスクなし) 、最高の安定性を実現するため軸方向の端面がアダプタと接触しています。ドリルアダプタはウェルドンアダプタとは違い、最良の安定性を実現するために、アダプタの面が研磨されていて、シャンクがより長くなっています。
シャンクDIN 6535-HB用のウェルドンアダプタ
ウェルドンまたは「フライス工具」アダプタは、フライス加工用に使用する従来のチャックです。ショートフラットが耐トルク性と耐工具脱落性を実現します。しかしながらウェルドンが付いた下部が振れ精度を左右します。振れ精度は、フライス工具の性能には重要な要因です。このタイプのチャックは頻繁に焼きばめや油圧式と入れ替わっています。


モジュラー式スクリューカップリング

モジュラー式スクリューカップリングインターフェースは、フライス加工とボーリング加工に多くのメリットを提供します。小型機械ではチャックが不要になることでゲージ長が短くなり、びびりを劇的に低減します。長い突出し量に対しては、ソリッド工具に比べて、シャンク素材と形状を簡単に最適化することができます。
フライス加工では、長い超硬工具は割高です。エンドミルのみを使用すれば工具コストが大きく低減されます。
マシンインターフェースアダプタ
主に小~中型機械のスピンドルに使用します (HSK40/50/63 - スティープテーパ #30、40 - C3/C4/C5/C6) 。その他のすべてのチャックは、アセンブリに応じて長さが決まります。ゲージ長をフランジコンタクトの3倍に下げてびびりを減らし、生産性を上げてください。

円筒 – 鋼/超硬
シャンクの長さを選択してチャックからの突出し長さを最適にします。鋼製は3xDまでのシャンクに使用し、超鋼は8 x Dまでに使用します。

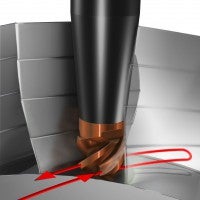
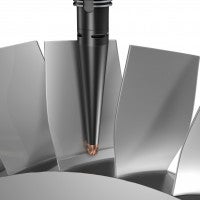
円錐 – 鋼/超硬
円錐形は安定性に大きく影響します。クリアランスがある5軸加工では円錐シャンクを常に使用すること。円錐形超鋼エンドミルを替えると、ツーリングコストに大きく影響します。円錐シャンクは鋼用Coromant Capto®同様、円筒シャンクにもあります。
Gアンダーサイズシャンク – 重金属製
シャンク径の3倍以上のびびりが常に問題になります。必要な絶対最小値に対する突出し長さ最適化することが重要です。G小型シャンクは切削径より0.3 mm (0.012 inch) 短く、油圧チャック用の専用コレットと組み合わせて使用します。シャンク長を簡単に変更することができます。適用範囲はシャンク径の3–6倍です。

タップ加工用のスクエアドライブ付き円筒シャンク
タップアダプタは、自動工具交換機能を備えている機械でのタッピング加工用に設計されています。張力と圧力に対応した構造により、スピンドルの送りとねじ山ピッチの差を補正します。 計算した送りと実際のタップのピッチの差がきわめてわずかなものであっても、タップフランジに非常に高い背分力がかかり、切削圧力が上昇します。タップでのねじ切りの際、円筒角シャンクを使用する場合は、シャンク/スクエアと同じサイズのタップアダプタを使用することが大切です。
シンクロタップチャック

CoroChuck® 970のようなシンクロタップチャックは、径方向と軸方向の差を調整するマイクロ補正器をベースにしています。タップのフランク面の背分力が低減され、その結果加工面品質が向上し工具寿命が延びます。シンクロタップチャックは、スクエアドライブ付きのERコレットを使用します。スクエアドライブなしでのコレットの使用はお勧めできません。高トルクのため、スクエアドライブを使用しないとタップがコレット内で回転してしまいます。
クイックチェンジ

クイックチェンジタップアダプタでは、正しいサイズのタップアダプタを使用することも大切です。使用しないと、タップ欠損のリスクが高くなり、仕上がったねじの公差が不十分になります。
シンクロタッピング用の装備がない機械で最良の加工結果を得るには、以下の推奨事項を考慮する必要があります:
- 機械の送りを理論値より10%低くプログラムする(ねじ山ピッチ回転数)。これにより、タップがピッチ通りに加工することができます
- タップ欠損のリスクを避けるためにタップ加工深さを10%下げてください
- アルミ合金等の柔らかい被削材で深穴をタップ加工する際は、送りと深さを3–5%下げる必要があります。
チャックの選択/推奨
| チャック | 第一推奨 | 第二推奨 |
| 刃先交換式ドリル | ドリルアダプタ | |
| ヘッド交換式ドリル | 高精度のハイドロチャック (必ずコレットとともに使用) ドリルアダプタ | |
| 超硬ソリッドドリル | 高精密油圧チャック 焼きばめ | ERコレットチャック |
| リーマ | 高精密油圧チャック 焼きばめ | ERコレットチャック |
| タップ | シンクロタッピングチャック | ERコレットチャック クイックチェンジ |
| 刃先交換式エンドミル | 高精度のハイドロチャック | ウェルドンアダプタ |
| ヘッド交換式エンドミル | 高精度のハイドロチャック (大型工作機械および長い突出し量) | ヘッド交換式アダプタ (小および中型工作機械および短い突出し量) |
| 超硬エンドミル | 高精密油圧チャック 焼きばめ | ERコレットチャック |
