
高品質でコスト効率に優れた、航空機のスプール加工用ソリューション
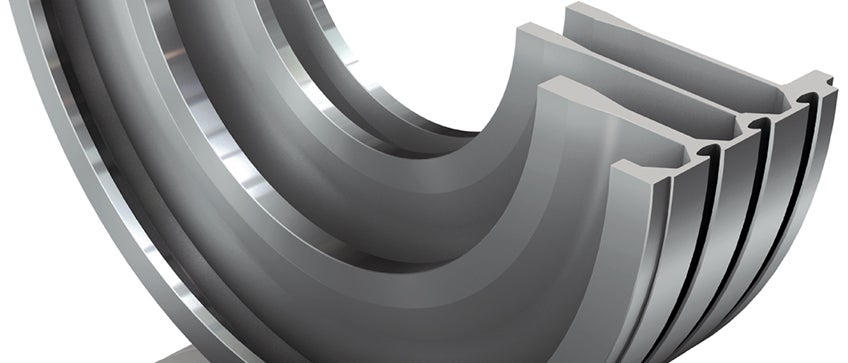
この部品の2つの大きな特徴は、チャンバー内径の溝と外径のブレード用チューリップ形状の溝です。
特殊品ソリューションと最適化された材種での加工法の組合せが成功への鍵となります。
航空機のスプール加工用ツーリングソリューション
時効ニッケルベース耐熱合金 (HRSA) 材の旋削加工用に最適化された材種
旋削材種GC1205およびGC1210は、卓越した逃げ面および境界摩耗耐性により安全で信頼性の高い加工を実現します。高硬度母材とPVDコーティングの組合せにより、切削速度 (GC1205) と工具寿命 (GC1210) が大幅に向上します。
- GC1205: 加工面の仕上げ材種。 最終加工段階および中間加工段階の加工用
- GC1210: 主に中間加工段階の加工に使用。より高いじん性が必要な場合にGC1205を補完

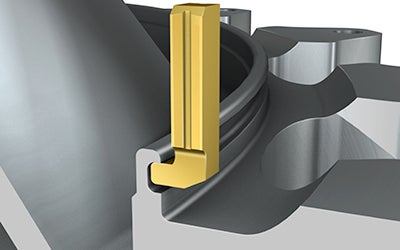
あらゆる溝形状に適合するCoroCut®角度付きチップ
角度付きチップは、複雑な部品のアクセスが困難な溝およびポケットに対応するために特別に設計されたものです。標準品を補完する90°角度付きCoroCutブランクチップにより、90°、45°やT字形溝など特殊形状の溝入れ加工に対応できます。
防振機構付きCoromant Capto®ブレード
最大深さ150 mmに達する内径長のチャンバーの溝入れには、細長い工具が必要です。 一般的に、びびりの発生と溝入れ加工時の切りくず排出が問題になります。
このように最も困難な形状の加工も、次のようにして、安全なプロセスに変えることができす。
- 楕円形セレーションブレードシステムは、安定性とアクセス性に優れています。高さ100 mmのブレードではクーラントが最適な状態で供給されるため、切りくず排出が容易に行えます。
- ブレード長が幅の4倍以上となる溝入れ加工には、特許取得済みの防振機構付き工具をご使用ください。防振機構を使用しない場合に比べ、切込み深さを4倍にすることができます。
- トロコイド旋削加工とセラミック材種CC6160、6220または6230の組合せにより、必要な加工パス数を減らすことが可能です
安全な加工工程で2倍以上の生産性を達成。
 防振機構なしの場合 |  |
 同じ切削条件で防振機構を使用した場合 |

旋削加工用セラミック材種
CC6220およびCC6230は、特にウィスカーセラミックやサイアロンでは対処できない、加工の困難な新しい耐熱合金材 (HRSA) 用に設計されたセラミック材種です。より高い切削速度に対応可能で、部品当たりコストの削減をもたらします。ポケット加工および倣い加工で高い切りくず排出量を得るには、材種CC6160を選択してください。より加工が難しい耐熱合金材 (HRSA) 表面の加工には、高じん性の材種CC6165を選定してください。

旋削中仕上げ~仕上げ加工用RCMXチップ
超硬RCMXチップはセラミックチップと同じバイトに取り付け可能なため、セットアップ時間の短縮と工具の集約化が図れます。チップブレーカ形状は切削抵抗が低く、切りくず処理にも優れています。
- 耐熱合金 (HRSA) 用S05Fまたはチタン用H13A

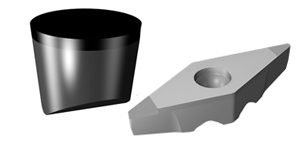
旋削仕上げ~超仕上げ加工用RCMXチップ
底部がV形の丸チップにより加工面品質が向上。スムーズな刃先形状による切削抵抗の低減。
- 耐熱合金 (HRSA) 用S05Fまたはチタン用H13A

ニッケルベース合金用のCB7014高速CBN旋削ソリューション
航空宇宙産業用ワークの仕上げ旋削加工は、要件の厳しい難削材 (ISO S) を扱う難しい加工です。CBNチップを使用すれば切削速度を上げて生産性を改善し、しかも加工部品における加工面品質の良好な一貫性も失われません。ニッケルベース耐熱合金の高速仕上げ加工用に最適化されたCBNチップが標準品ソリューションになりました。
CoroTurn® 107レールインターフェース付き丸チップによる耐熱合金材 (HRSA) の倣い加工およびポケット加工
比較的オープンな仕様での耐熱合金 (HRSA) 製部品の仕上げ加工用には、CBNチップが最適です。最大12のレール溝により、耐熱合金材 (HRSA) における生産性を向上します。レールインターフェースは取付け安全性を保証し、倣い加工およびポケット加工用に安定した加工と高い信頼性を実現し、工具寿命を延ばします。

