A lapka/forgácsolóél gondos vizsgálata a megmunkálás után segít optimalizálni az eredményeket a szerszáméltartamra, a menetminőségre és a forgácsolási sebességre vonatkozóan. A sikeres menetkészítéshez használja az okok és megoldások alábbi felsorolását a lapkakopás különböző formáinak megállapításához. .
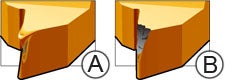
Képlékeny alakváltozás
Képlékeny alakváltozásként indul (A), amely élkitöredezéshez vezet (B).
Túl nagy hőmérséklet a forgácsolási zónában
Nem megfelelő hűtőfolyadék-ellátás
Nem megfelelő lapkaminőség
a) Csökkentse a forgácsolási sebességet, növelje a fogásvételek számát b) Csökkentse a legnagyobb fogásvételi mélységet, ellenőrizze az átmérőt menetkészítés előtt
Javítsa a hűtőfolyadék-ellátást
Válasszon a képlékeny alakváltozásnak jobban ellenálló minőséget
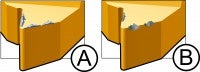
Élrátétképződés (BUE)
A BUE (A) és az élkitöredezés (B) gyakran együtt fordulnak elő. A felgyülemlett BUE pedig letörik a lapka kisebb darabjaival együtt, ekkor keletkezik az élkitöredezés.
Gyakran előfordul rozsdamentes acélban és kis széntartalmú acélban
Nem megfelelő a minőség vagy a forgácsolóél hőmérséklete túl alacsony
Növelje a forgácsolási sebességet
Válasszon jó szívóssággal rendelkező lapkát, lehetőleg PVD-bevonatosat
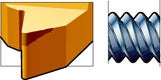
Lapkatörés
Rossz kiinduló munkadarab átmérő a menetesztergálás előtt
Túl nagy a fogásvétel
Nem megfelelő lapkaminőség
Rossz forgácsképződés
Pontatlan csúcsmagasság
Az előgyártmány átmérője legyen 0,03–0,07 mm-rel (0,001–0,003 col) nagyobb, mint a menet max. átmérője
Növelje a fogások számát. Csökkentse a legnagyobb fogásvételt
Válasszon szívósabb lapkát
Váltson C típusú élgeometriára, és használjon módosított menetoldalmenti előtolást
Megfelelő középmagasság
Gyors hátkopás
Erősen koptató anyag
A forgácsolási sebesség túl nagy
Fogásmélység túl kicsi
A lapka a középvonal felett helyezkedik el
Nem megfelelő minőség. Válasszon nagyobb kopásállóságú minőséget
Csökkentse a forgácsolási sebességet
Csökkentse a fogások számát
Megfelelő középmagasság
Rendellenes hátkopás
Gyenge felületi minőség a menet egyik oldalán
Rosszul választott fogásvételi módszer
A lapka terelőszöge nem felel meg a menet emelkedési szögének
F- és A-geometria esetében módosítsa a menetoldali fogásvételt: 3–5° az oldaltól, C-geometria esetében: 1° az oldaltól
Cserélje ki az alátétlapkát a megfelelő terelőszög elérése érdekében
Rezgések
Munkadarab helytelen befogása
Szerszám helytelen befogása
Helytelen forgácsolási adatok
Pontatlan csúcsmagasság
a) Használjon lágy pofákat b) Szegnyereg használata esetén optimalizálja az alkatrész központozó furatát, és ellenőrizze a szegnyereg/menesztés nyomását
a) Minimalizálja a szerszám kinyúlását b) Ügyeljen arra, hogy a kések befogóperselye ne legyen kopott c) Használjon kifejezetten menetesztergáláshoz készített csillapított késeket
Növelje a forgácsolási sebességet; ha ez nem segít, csökkentse le drasztikusan a sebességet és próbálkozzon az F-geometriával.