
Tippek menetmarási alkalmazásokhoz
A legjobb eredmények eléréséhez a menetmarási műveletek során mindig vegye figyelembe a következő ajánlásokat:
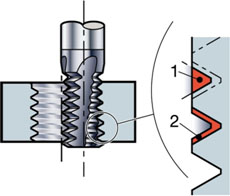
A forgácsolási átmérő kiválasztása
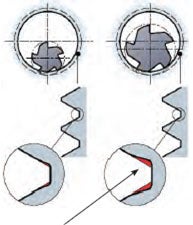
A kisebb forgácsolási átmérő segíti a minőségi menetek készítését. A szerszám bekezdése apró alakhibát ejt a menetprofil tövén. Belső menetmarási alkalmazásoknál a menetátmérő, a forgácsolási átmérő és menetemelkedés közötti összefüggés befolyásolja a valódi radiális fogásmélységet (aeeff), amely jóval nagyobb lesz, mint a kiválasztott radiális fogásmélység. A nagyobb valódi ae növeli az eltérést a menet tövénél. A profileltérés minimalizálása érdekében a szerszám átmérője ne legyen nagyobb, mint a menetmarási átmérő 70%-a.
M30x3 példa:
Egy 21,7 mm átmérőjű szerszám 0,07 mm-es (0,0027 col) profileltérést ad.
Egy 11,7 mm átmérőjű szerszám 0,01 mm-es (0,0004 col) profileltérést ad.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Menetmarási szerszámút
A menetmarási szerszámútvonal jobb vagy bal menetet ad, lefelé vagy felfelé marással. Mindig egyenletes útvonalon vezesse be és húzza ki a menetmarót, azaz fordítsa be és ki a fogásból. A menetmaráshoz olyan szerszámgépre van szükség, amely egyszerre képes X, Y és Z tengelyek mentén mozogni. A menetátmérőt az X és Y tengely, a menetemelkedést pedig a Z tengely határozza meg.
| Menetemelkedés | 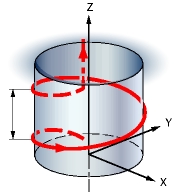
|
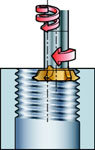
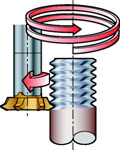
Jobbos belső menetek
A szerszámot először a furat aljához a legközelebb kell helyezni, majd óramutatóval ellentétes irányban felfelé kell mozgatni az egyenirányú marás eléréséhez.
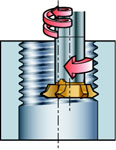
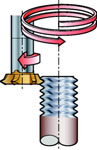
Balos belső menetek
A balos menetek marásánál ellentétes irányban kell dolgozni, felülről lefelé, de szintén óramutató járásával ellentétes irányban, az egyenirányú marás eléréséhez.
| Belső | |
|---|---|
| Jobbos menetek | Balos menetek |
| Egyenirányú marás | |
 |
 |
| Ellenirányú marás | |
 |  |
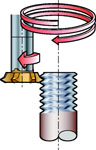
| Külső | |
|---|---|
| Jobbos menetek | Balos menetek |
| Egyenirányú marás | |
|
|
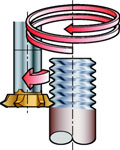
| Ellenirányú marás | |
|
|
Egyenirányú marás
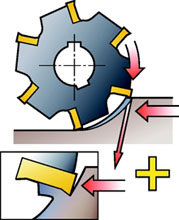
- Az egyenirányú marás az, amikor a szerszámot a forgásiránnyal egy irányban tolja elő.
- A lefelé marás mindig az előnyösebb módszer - ha a szerszámgép, a befogó és a munkadarab lehetővé teszi.
- A forgácsvastagság a vágás elejétől csökken, a végén eléri a nullát, így az él nem súrlódik a felülethez a fogásvétel előtt.
Ellenirányú marás
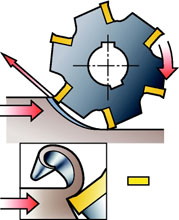
- Az ellenirányú marásnál a forgácsolószerszám előtolásának iránya ellentétes a forgásiránnyal.
- A forgácsolóélet erővel kell a fogásba juttatni, ezzel dörzsölő és csiszoló hatások érik a súrlódás, a magas hőmérséklet, és gyakran az előző él által megedzett felület miatt. Mindez csökkenti a szerszám éltartamát
- A fogásból való kilépéskor a vastag forgácsok csökkentik a szerszáméltartamot.
- A kilépésnél jelentkező nagy vastagságnak és magasabb hőmérsékletnek köszönhetően néha forgács tapad fel vagy heged rá a forgácsolóélre, amely ezt továbbviszi a következő fogásba, vagy az él pillanatnyi beégését okozza.
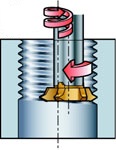
Rágördüléses bekezdés
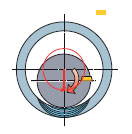

Cirkulármarás vagy cirkuláris ferde marás esetén lépjen be lágyan a fogásba. Ez egy extra kör megtételével lehetséges, amelynek köszönhetően a fogásvétel fokozatosan nő az anyagban. A belépés során minden negyed fordulat (90°) során a menetemelkedést néggyel kell osztani. Az egyenletes fogásvétel lényeges a rezgések elkerülése és a szerszáméltartam növelése szempontjából is.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Fogankénti előtolás
Mindig dolgozzon kis fogankénti előtolásokkal a legjobb minőség eléréséhez, és az előtolás nyomainak elkerüléséhez az alkatrész felületén. A fogankénti előtolás nem haladhatja meg a 0,15 mm/fog (0,006 col/fog) értéket, ezért kis hex értékre van szükség.
A gépi szoftver által értelmezett előtolás
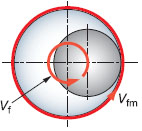
Mindig számítsa ki a gép szoftverével a helyes menetmarási előtolási sebességeket a megfelelő lapkaterhelés beállításához. Az előtolás mindig a hex értéktől függ, amely pedig a kerületi előtolási értéktől függ. Azonban sok gép szerszámközépponti előtolással számol (vf). Belső menetmarási alkalmazások esetén a szerszám kerületének vonala gyorsabban forog, mint a középvonala. Az előtolás programozása a legtöbb marógépen az orsó középvonalán alapul, ezért ezt figyelembe kell venni a menetmarási számítások során a szerszáméltartam maximalizálásához és a rezgések/szerszámtörések elkerüléséhez.
Fogások száma
A menetmarási művelet több részre osztásával nagyobb menetemelkedések érhetők el, és javítható a szerszámtörés elleni védelem a nehezebben megmunkálható anyagokban. A több részből álló menetmarás javítja a menettűrést a szerszámkihajlás csökkenésének köszönhetően. Ez nagyobb biztonságot ad a nagy kinyúlások és instabil helyzetek esetén. Mindig használjon kettő vagy több fogásvételt edzett és nehezen megmunkálható anyagok menetmarása esetén.
Nedves vagy száraz megmunkálás
A száraz megmunkálás mindig ajánlott, mivel a hűtő-kenő folyadék hangsúlyozza a hőmérséklet-változásokat a belépésnél és a kilépésnél, hőrepedéseket okozva ezzel. A hűtő-kenő folyadék használata előnyös lehet egyes esetekben, például rozsdamentes acél/alumínium simításánál, HRSA vagy öntöttvas megmunkálásánál (a mérgező por csökkentésére). Azonban a legelőnyösebb a forgácsokat sűrített levegővel eltávolítani.

Forgácsolási adatok meggondolása
- Belső menetmarási alkalmazásokban az ae nő az egyenes vágáshoz képest, és ez csökkenti a forgácsvékonyítási hatást.
- Külső menetmarási alkalmazásokban a radiális mélység sokkal kisebb lesz, és nagyobb forgácsolási sebesség használható.
- A csúcssugár belépési szöge 90°. Mivel ez a lapka legérzékenyebb része, a hex számításait 90° belépési szöggel kell elvégezni.
A forgácsolási adatokhoz és az értékekhez használja a CoroPlus® ToolGuide-ot
Menetmarási furatméretek
Menetmarók esetében ugyanaz a furatméret, mint menetfúrás esetében. Mindig a lehető legnagyobb furatra kell törekedni a tűrés átlépése nélkül. Ez biztonságosabb folyamatot és hosszabb éltartamot eredményez. Teljes profilú lapka alkalmazásakor kisebb furatra van szükség, hogy a menet teteje biztosan megmunkált legyen.
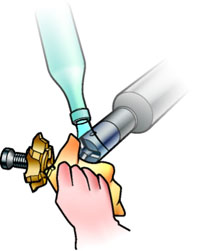
Kezelés
A csavaros rögzítésű lapkákkal rendelkező szerszámtartók előnyeinek kihasználásához mindig használjon nyomatékkulcsot a lapka biztonságos rögzítéséhez.
- A túl nagy nyomaték negatívan befolyásolja a szerszám teljesítményét, és a lapka, illetve a csavar töréséhez vezethet
- A túl kicsi nyomaték vibrációt és pontatlan forgácsolást eredményez
- Cserélje rendszeresen a lapka csavarját, és győződjön meg róla, hogy a hegy fészke tiszta és akadálymentes, mert amiatt elmozdulhat a lapka. Ezek az ellenőrzések alapvető fontosságúak a menetmarási folyamatok megbízhatósága érdekében.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
