
A fogásvételi módszer kiválasztása menetesztergálási műveletek esetén
OptiThreading™
Mi az OptiThreading™?
Az OptiThreading™ egy olyan módszer, amely oszcillációs szerszámmozgást alkalmaz, és amely lehetővé teszi az ellenőrzött forgácstörést a menetesztergálási alkalmazásokban. Ez az egyedülálló módszer az utolsó menet kivételével minden menetben megszakított forgácsolást eredményez.
Az OptiThreading™ előnyei
- Kevesebb manuális munka a szerszámot, az alkatrészt vagy a forgácsszállítót eltömítő hosszú forgácsok eltávolításával
- Kevesebb nem tervezett gépleállás a nagyobb termelékenység és jobb automatizálás érdekében
- Növekvő felületi minőség az alkatrészen, mivel nem károsítják hosszú forgácsok az alkatrészt
- A módszer fokozott felületi minőséggel rendelkező menetet eredményez, ellenőrzött rezgésekkel
- Lehetőség van a forgácsolási sebesség növelésére elsősorban nagyobb menetek/átmérők esetén, ami nagyobb termelékenységet eredményez
- Kevesebb rezgés a módszer miatt – lehetőség a szerszám kinyúlásának növelésére
Mit kell figyelembe venni az OptiThreading™ esetében?
- ISO-kódot (G32/G33/G34) kezelni képes CNC-gépekhez
- Külső és belső alkalmazások
- Normál és kónuszos/kúpos menetek
- Minden szabványos menettípushoz 12 mm-es menetátmérő felett
- Ajánlott hűtőfolyadékkal együtt futtatni
Az Optithreading™ alkalmazásának módja
Nézze meg a videót arról, hogyan generáljon NC-programot a CoroPlus® Tool Path szoftverrel.
Hagyományos menetesztergálási módszerek
Három fő menetesztergálási fogásvételi módszer létezik; módosított menetoldali fogásvétel, radiális fogásvétel és növekményes fogásvétel. A fogásvételi mód meghatározza, hogy a lapkát hogyan kell a munkadarabhoz illeszteni a menetforma kialakításához.
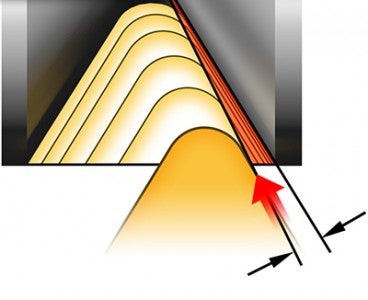
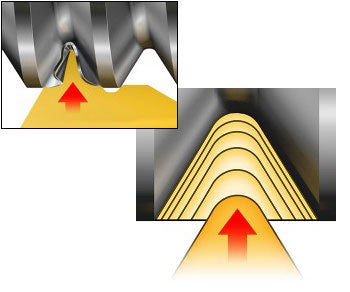
Módosított menetoldali fogásvétel
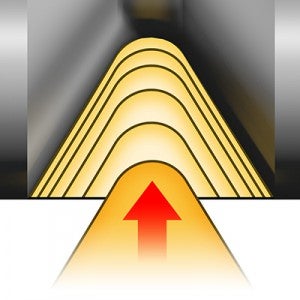
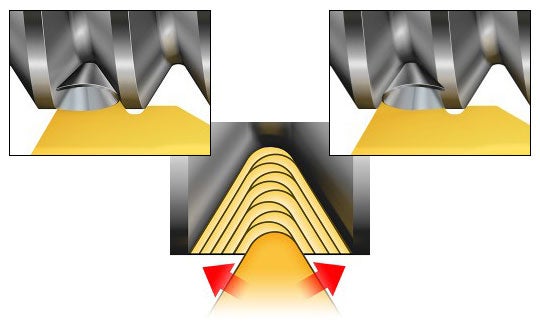
Radiális fogásvétel (egyenes fogásvétel)
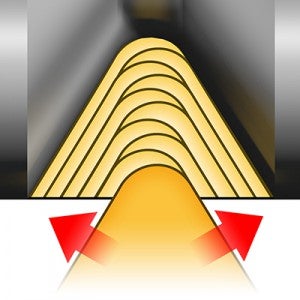
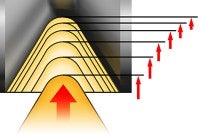
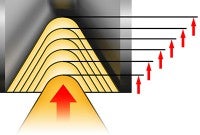
Növekményes fogásvétel
A fogásvételi mód kiválasztását a szerszámgép, a lapkageometria, a munkadarab anyaga, a menetprofil és a menetemelkedés határozza meg, és közvetlenül befolyásolja a következőket:
- Forgácskezelés
- Menetminőség
- Lapkakopási típusok
- Éltartam
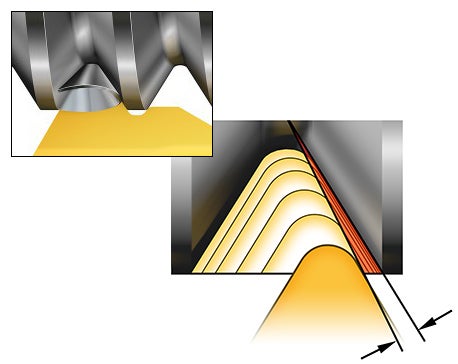
Módosított menetoldali fogásvétel
A módosított menetoldali fogásvétel a legjobb módszer, amely a leghosszabb éltartamot és a legjobb forgácskezelést biztosítja. A legtöbb CNC gép előre van programozva erre a módszerre, amely enyhén módosított (döntött), hogy elkerülhető legyen a lapka szélének súrlódása a munkadarab felületén.
- Ajánlott minden menetesztergálási művelethez és lapkatípushoz
- A forgács vastagabb, de a lapkának csak az egyik oldalán jön létre, így könnyebb a vágás
- Kevesebb fogás szükséges, mivel kevesebb hő adódik át a lapkának
- A menet mindkét felületén használható (ellenfelület) a forgács megfelelő irányításához
- A nagyobb forgácsokhoz és rezgési problémák megszüntetéséhez használható
- A forgácstörő geometriájú lapkák esetében ez a legalkalmasabb fogásvételi módszer, 1°-os fogásvételi szöget kell használni.
Példák gépi kódra:
G76, X48.0, Z-30.0, B57 (fogásvételi szög), D05 stb.
Eltérő géptípusoknál a profilfogásvétel paramétere a következő lehet: G92, G76, G71, G33 és G32
Radiális fogásvétel
A radiális fogásvétel (egyenes fogásvétel) a leggyakoribb fogásvételi mód, és az egyetlen módszer sok nem-CNC esztergán.
- Merev, V alakú forgácsot képez, amely nehezen alakítható és irányítható
- A lapkakopás egyenletes mindkét felületen
- Finom menetekhez is alkalmazható
- A lapkacsúcs magas hőmérsékletnek van kitéve, ez korlátozza a lehetséges fogásmélységet
- Rezgés és rossz forgácsvezetés veszélye nagyobb menetemelkedéseknél
- A forgácstörő geometriák nem alkalmasak radiális fogásvételhez.
Növekményes fogásvétel
A növekményes fogásvétel az első számú választás a nagyobb menetprofilokhoz (5 mm-nél (5 t.p.i) nagyobb menetemelkedésekhez ajánlott).
- A forgácsokat mindkét irányba irányítja, a forgácsvezetést nehézzé téve
- Egyenletes lapkakopást és hosszabb éltartamot biztosít nagyon durva meneteknél
- Növekményes fogásvételhez bármilyen geometria használható
- Speciális CNC programot igényel
Fogásonkénti mélység
A fogásvételi ajánlások megtalálhatók a katalógusban vagy a ToolGuide-ban. Ezek az ajánlott kezdőértékek, és a fogások legmegfelelőbb számát ki kell próbálni az adott menetesztergálási művelethez.
- A 0,05 mm-nél (0,002 col) kisebb fogásvételek kerülendők.
- A köbös bórnitrid hegyű lapkák esetén a fogásvétel ne haladja meg a 0,10 mm-t (0,004 col).
- Többpontos lapkáknál mindenképpen tartsa be a megfelelő fogásvételi ajánlásokat.
Csökkenő mélység menetenként (állandó forgácsfelület)
A fogásonkénti fogásmélység csökkentése a leggyakoribb módja a megmunkálási eredmények javításának, és ez az első számú megoldás a menetesztergálási műveletekben.
- Tartsa az első fogást a legmélyebben, az utolsót pedig 0,07 mm körül (0,003 col)
- Egyenletes terhelést biztosít a lapkán és egy „kiegyensúlyozottabb” forgácsterületet
Állandó mélység menetenként
A fogásonkénti állandó mélységgel minden egyes fogás egyenlő mélységű (kivéve az utolsót), a fogások számától függetlenül. Ez kevésbé termelékeny módszer.
- Növeli a fogások számát
- Jobban igénybe veszi a lapkát
- Jobb forgácsvezérlést ajánl.
- 1,5 mm-nél vagy 16 t.p.i-nél nagyobb menetemelkedésekhez ne használja.
Menetesztergálási ciklusok CNC-esztergákon
A normál CNC esztergák külön menetesztergálási ciklusokkal rendelkeznek, amelyekben a menetemelkedés, a mélység és a fogások száma különböző módokon beállíthatók – az első és az utolsó fogást is beleértve.
Az utolsó fogás esetén erősen javasoljuk egy rugófogás alkalmazását (amelynél az utolsó fogás mélysége egyezik az előző fogáséval). Sokkal előnyösebb az ajánlott fogásvételi ciklusok használata, amellyel jó menetminőség és hosszú lapkaéltartam érhető el.
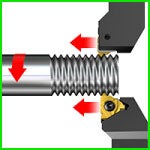
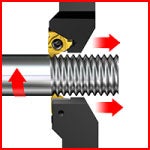
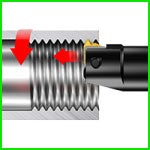
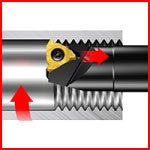
Előtolás iránya
A menet többféle módon létrehozható. Az orsó foroghat óramutatóval egyezően vagy ellentétesen, az előtolás pedig lehet a tokmány irányában vagy azzal ellentétesen. A menetesztergáló szerszám használható normál vagy fejjel lefelé fordított állásban (az utóbbi segít a forgácseltávolításban).

A leggyakoribb beállításokat az alábbi ábra zölddel jelöli.
Haladás a tokmánytól elfelé (húzó menetmegmunkálás)
Jobbos szerszámok használata balos menetekhez (és fordítva) lehetővé teszi a költségcsökkentést a szerszámkészlet csökkentésével.

Az alábbi ábrán pirossal jelölt összeállításoknál negatív alátétet kell használni.
| Külső | |
| Jobbos menetek | Balos menetek |
 Jobbos szerszám/lapka | 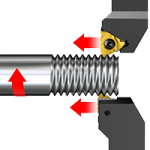 Balos szerszám/lapka |
 Jobbos szerszám/lapka | 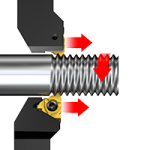 Balos szerszám/lapka |
 Balos szerszám/lapka |  Jobbos szerszám/lapka |
| Belső | |
| Jobbos menetek | Balos menetek |
 Jobbos szerszám/lapka | 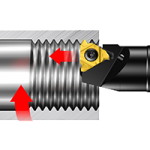 Balos szerszám/lapka |
 Jobbos szerszám/lapka | 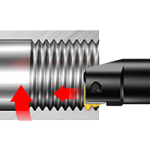 Balos szerszám/lapka |
 Balos szerszám/lapka | 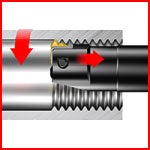 Jobbos szerszám/lapka |
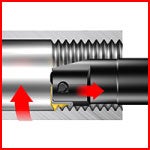 Balos szerszám/lapka | 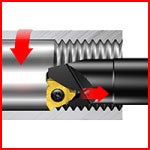 Jobbos szerszám/lapka |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
