
Menetszabványok és menetfúrási furattűrések
Menetszabványok
A menetfúró szerszámok öt különböző szabvány szerinti kialakítással elérhetők: ISO, ANSI, DIN, DIN/ANSI és JIS. A DIN és ISO világszerte elterjedt, az ANSI az amerikai piacokon népszerű, a JIS pedig az ázsiai piacokon.
- Az ISO, ANSI és JIS rövid OAL értékkel (teljes hossz) rendelkeznek, és egészen hasonlók, kivéve a szárátmérőt, amely colban van kifejezve az ANSI szerint, illetve metrikus az ISO és a JIS szerint
- A DIN hosszú változat, metrikus szárátmérővel és hosszú OAL-értékkel
- A DIN/ANSI a kettő keveréke, ANSI szárátmérővel és a DIN szerinti OAL-értékkel

ISO, ANSI, JIS

DIN, DIN/ANSI
ISO szár és négyzetes méretek

| 2.50 | 2.00 | M1 | ||||
| M1,2 | ||||||
| M1,4 | ||||||
| M1,6 | Sz. 0 | |||||
| M1,8 | ||||||
| M2 | Sz. 1 | |||||
| 2,80 | 2,24 | M2,2 | Sz. 2 | |||
| M2,5 | Sz. 3 | |||||
| 3,15 | 2,50 | M3 | Sz. 4 Sz. 5 | M3 | ||
| 3,55 | 2,80 | M3,5 | Sz. 6 | M3,5 M4 | ||
| 4,00 | 3,15 | M4 | M5 | |||
| 4,50 | 3,55 | M4,5 | Sz. 8 | M6 | ||
| 5,00 | 4,00 | M5 | Sz. 10 3/16 | |||
| 5,60 | 4,50 | M5,5 | Sz. 12 7/32 | M7 | ||
| 6,30 | 5,0 | M6 | 1/4 | M8 | ||
| 7,10 | 5,60 | M7 | 9/32 | |||
| 8,00 | 6,30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9,00 | 7,10 | M9 | M12 | |||
| 10,00 | 8,00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8,00 | 6,30 | M11 | 7/16 | |||
| 9,00 | 7,10 | M12 | 1/2 | |||
| 11,20 | 9,00 | M14 | 9/16 | M14 | ||
| 12,50 | 10,00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14,00 | 11,20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16,00 | 12,50 | M22 | 7/8 | M22 | ||
| 18,00 | 14,00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20,00 | 16,00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22,40 | 18,00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25,00 | 20,00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28,00 | 22,40 | M39 M42 | 1 1/2 |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
DIN szár és négyzetes méretek
| 2,5 | 2,1 | M1 | M1 | |||||
| M1,1 | M1,1 | |||||||
| M1,2 | M1,1 | M3,5 | M3,5 | 1/16 | ||||
| M1,4 | M1,1 | |||||||
| M1,6 | M1,6 | |||||||
| M1,8 | M1,8 | |||||||
| 2,8 | 2,1 | M2 | M2 | |||||
| M2,2 | M2,2 | M4 | M4 | 3/32 | 5/32 | |||
| M2,5 | M2,5 | |||||||
| 3,20 | 2,4 | 3/16 | ||||||
| 3,50 | 2,70 | M3 | M3 | M5 | M5 | |||
| 4,00 | 3,00 | M3,5 | M3,5 | 1/8 | ||||
| 4,50 | 3,40 | M4 | M4 | M6 | M5,5 | 5/32 | 1/4 | |
| 6,00 | 4,90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7,00 | 5,50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8,00 | 6,20 | M8 | 5/16 | 7/16 | ||||
| 9,00 | 7,00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10,00 | 8,00 | M10 | ||||||
| 11,00 | 9,00 | M14 | M14 | M14 | 9/16 | |||
| 12,00 | 9,00 | M16 | M16 | M16 | 5/8 | |||
| 14,00 | 11,00 | M18 | M18 | M18 | 3/4 | |||
| 16,00 | 12,00 | M20 | M20 | M20 | ||||
| 18,00 | 14,50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20,00 | 16,00 | M27 | M27 | M27 M28 | 1” | |||
| 22,00 | 18,00 | M30 | M30 | M30 | 1 1/8 | |||
| 25,00 | 20,00 | M33 | M33 | M33 | 1 1/4 | |||
| 28,00 | 22,00 | M36 | M36 | M36 | 1 3/8 | |||
| 32,00 | 24,00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36,00 | 29,00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40,00 | 32,00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45,00 | 35,00 | G 2” | ||||||
| 50,00 | 39,00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
ANSI szár és négyzetes méretek

| 0,141 | 0,11 | Sz. 0 | M1,6 | |
| Sz. 1 | M1,8 | |||
| Sz. 2 | M2 | |||
| Sz. 3 | M2,5 | |||
| Sz. 4 | ||||
| Sz. 5 | M3 | |||
| Sz. 6 | M3,5 | |||
| 0,168 | 0,131 | Sz. 8 | M4 | |
| 0,194 | 0,152 | Sz. 10 | M5 | |
| 0,220 | 0,165 | Sz. 12 | ||
| 0,255 | 0,191 | 1/4 | M6 | |
| 0,318 | 0,238 | 5/16 | M7 | |
| M8 | ||||
| 0,381 | 0,286 | 3/8 | M10 | |
| 0,323 | 0,242 | 7/16 | ||
| 0,367 | 0,275 | 1/2 | M12 | |
| 0,429 | 0,322 | 9/16 | M14 | |
| 0,480 | 0,360 | 5/8 | M16 | |
| 0,542 | 0,406 | 11/16 | M18 | |
| 0,590 | 0,442 | 3/4 | ||
| 0,652 | 0,489 | 13/16 | M20 | |
| 0,697 | 0,523 | 7/8 | M22 | |
| 0,760 | 0,570 | 15/16 | M24 | |
| 0,800 | 0,600 | 1 | M25 | |
| 0,896 | 0,672 | 1 1/16 | M27 | |
| 1 1/8 | ||||
| 1,021 | 0,766 | 1 3/16 | M30 | |
| 1 1/4 | ||||
| 1,108 | 0,831 | 1 5/16 | M33 | |
| 1 3/8 | ||||
| 1,233 | 0,925 | 1 7/16 | M36 | |
| 1 1/2 | ||||
| 1,305 | 0,979 | 1 5/8 | M39 | |
| 1,430 | 1,072 | 1 3/4 | M42 | |
| 1,519 | 1,139 | 1 7/8 | ||
| 1,644 | 1,233 | 2 | M48 |
JIS-szár és négyzetes méretek

| 3 | 2,5 | M1,4 |
| 3 | 2,5 | M1,7 |
| 3 | 2,5 | M2 |
| 3 | 2,5 | M2,3 |
| 3 | 2,5 | M2,5 |
| 3 | 2,5 | M2,6 |
| 4 | 3,2 | M3 |
| 5 | 4 | M4 |
| 5,5 | 4,5 | M5 |
| 6 | 4,5 | M6 |
| 6,2 | 5 | M8 |
| 7 | 5,5 | M10 |
| 8,5 | 6,5 | M12 |
| 10,5 | 8 | M14 |
| 12,5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Menetfúrási furattűrések
| ISO | DIN | ANSIBS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | Illesztés ráhagyás nélkül | |||
| ISO 2 | 6H | 2B | 4 G | 5 G | 6 H | Normál illesztés | ||
| ISO 3 | 6 G | 1B | 6 G | 7 H | 8 H | Illesztés nagy ráhagyással | ||
| - | 7 G | - | 7 G | 8 G | Laza illesztés az alábbi felületkezelésekhez vagy bevonatokhoz |
Menetfúrótűrések a belső menet (anya) tűrése függvényében
A normál menetfúrótűrés ISO 2 (6H), amely átlagos illesztést ad a csavar és az anya között. A szorosabb tűrés (ISO 1) finom illesztést ad, ahol nincs hézag a csavar és az anya menetei között. A tágabb tűrés (ISO 3) durva illesztést ad, nagy hézaggal. Ez akkor használatos, ha az anya bevonatos, vagy ha laza illesztés a követelmény. A 6H (ISO2) és 6G (ISO3) tűrések, illetve a 6G és 7G tűrések között vannak menetfúrók 6HX és 6GX tűréssel is. Az „X” azt jelenti, hogy a tűrés a szabványon kívül van, és olyan menetfúrók esetén használatos, amelyek nagy szilárdságú anyagokban vagy abrazív anyagokban dolgoznak, például öntöttvasban. Ezek az anyagok nem okoznak túlméretproblémákat, és nagyobb tűrések használhatók a szerszáméltartam meghosszabbítására. A tűrésmező szélessége azonos például a 6H és 6HX között. A menetformázók általában 6HX és 6GX tűréssel készülnek.
A csőmenetek a következő szabványokra hivatkoznak
- G menetek: ISO 228-1. Egy osztály belső menetekhez (menetfúró)
- Rc és Rp menetek ISO 7-1 szerint.
- NPT és NPSM ANSI B1.20.1 szerint.
- NPTF és NPSF ANSI B1.20.3 szerint
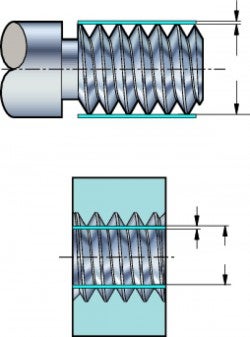
Tűrés pozicionálás
Az adott tűrésre tervezett menetfúró tűrésmező-szélessége sokkal kisebb, mint a kész menet tűrésmező-szélessége. A menetfúró tűrése úgy van pozicionálva, hogy a menetfúró az elejétől kezdve megfelelő méretű menetet forgácsoljon. A menetfúró a használat során fokozatosan elkopik, és eléri azt a pontot, ahol túl kicsivé válik a megfelelő menetforgácsoláshoz, mert kisebb lesz, mint a GO idomszer alsó tűrése. Az optimális az lenne, ha a menetfúró tűrésmezeje a belső menetterület felső részére esik, de akkor fennáll a kockázata annak, hogy a menetfúró túlméretes menetet forgácsol, a NO-GO idomszer felső küszöbértéke felett. A túlméretproblémákat nem okozó anyagoknál használt „X” tűrésű menetfúrók magasabban helyezkednek el. Az eredmény a hosszabb szerszáméltartam, mivel jelentősebb kopás viselhető el, mielőtt a menetfúró túl kicsi menetet forgácsolna.
DIN tűrések
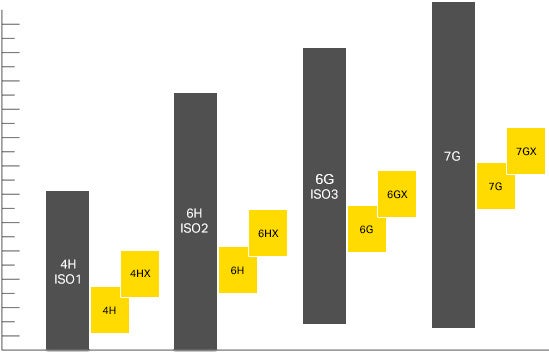
 | Menettűrési osztályok |
| Menetfúrótűrési zónák |
ANSI tűrések
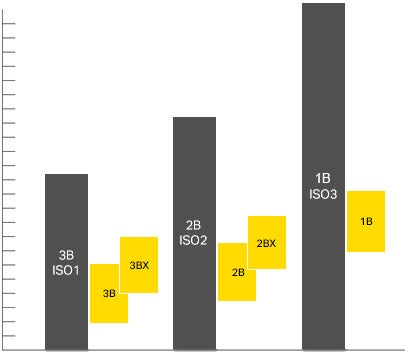
| Menettűrési osztályok |
| Menetfúrótűrési zónák |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
