
Hűtőközegre vonatkozó szempontok – megmunkálás hűtőközeg-hozzávezetéssel

Bizonyos esetekben környezetvédelmi és költséghatékonysági szempontból előnyösebb lehet hűtőfolyadék nélkül végezni a megmunkálást (száraz megmunkálás). Sok alkalmazás igényel azonban hűtőközeggel végzett megmunkálást a tűrésekhez, a felületi minőséghez és a megmunkálhatósági tényezőkhöz. Ha hűtőfolyadékra van szükség, akkor optimalizálni kell a potenciál maximalizálására.
Nagynyomású hűtőfolyadék
Majdnem minden gép biztosít alapkiépítésben 70/80 baros (1015/1160 psi) nagynyomású hűtőközeg-hozzávezetési funkciót. Egyes gépek pedig nagyobb, akár 150 bar (2176 psi) nyomást is biztosíthatnak a nagy teljesítményű műveletekhez és anyagokhoz.
Az előnyök jelentősek lehetnek az esztergálási és fúrási műveleteknél is, azonban fontos figyelembe venni a következőket:
- Az előnyök csak nagy pontosságú hűtőközeg-hozzávezetést használó alkalmazásokhoz kifejlesztett szerszámokkal érhetők el – azaz belső hűtőközeg-hozzávezetéssel rendelkező fúrókkal és célzott hűtőközegsugarat használó esztergaszerszámokkal
- A forgácstöréshez szükséges hűtőközeg-nyomás az esztergaszerszámoknál függ a fúvóka kialakításától, a megmunkált anyagtól, a fogásmélységtől és az előtolástól
- A szükséges hűtőközeg-áram a nyomástól és a szerszámcsatornák teljes adagolási területétől függ
Válassza ki a megfelelő szerszámokat és szivattyút (nyomás és áramlás) az egyes alkalmazásokhoz. A megfelelően alkalmazott nagynyomású hűtőközeg-rendszer gyors megtérülést eredményez a nagyobb gépkihasználtság és nagyobb fémforgácsolási hatékonyság miatt.
Előnyök a hűtőközeggel végzett megmunkáláskor
Ha kombinálja a nagy nyomást az optimalizált forgácsolószerszámokkal és a gyorscserével, akkor számos előnyt kap.
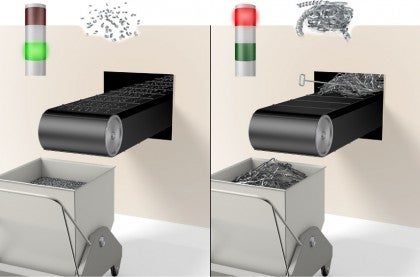
Forgácskezelés
A két legnagyobb, piros lámpa által jelzett, „időpazarló” gyártási probléma elkerülése.
- Gépleállások: A szerszám vagy a munkadarab körül összegyűlő hosszú forgácsok
- Szolgáltatás: A forgácselszállítóban ragadt forgácsok órákig vagy napokig tartó leállást okozhatnak
Forgácselvezetés fúrás során

A belső hűtőközeg-hozzávezetés segíti a forgácselvezetést, és megakadályozza a forgácselakadást a horonyban.
Rögzített fúvókahelyzet
Nincs szükség kezelői beállításokra, ami növeli a gépkihasználtságot.
Nagyobb forgácsolási sebesség
Nagyobb fémforgácsolási hatékonyságot biztosít.
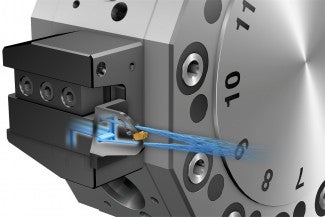
Nagy pontosságú hűtőközeg-hozzávezetés nagy nyomással
A nagy nyomás a gépben és a modern, fúvókákkal ellátott forgácsolószerszámok nagy sebességű hűtőközegsugarat eredményezhetnek. A hűtőközegsugarak a forgácsolási zónára irányulnak a lapka homlokoldalán, és hidraulikus ékként elemelik a forgácsot. Ez csökkenti a lapka és az anyag közötti érintkezési hosszúságot, ami csökkenti a forgácsolóerőket, csökkenti a hőmérsékletet és javítja a forgácskezelést.


A nagynyomású hűtőközeg-hozzávezetés alapelvei
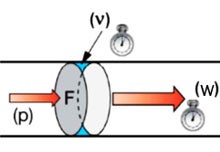
Nyomás (p): Egységnyi területre jutó erő
- Pascal, N/m
- Bar (1 bar = 0,1 MPa)
- psi, font/col2 (1 bar = 14,5 psi)
Térfogatáram (v): Időegységenként elmozdított térfogat, liter/perc (gallon/perc)
Sebesség (w): Sebesség, amellyel a folyadék átmegy egy csövön, m/s (ft/s)
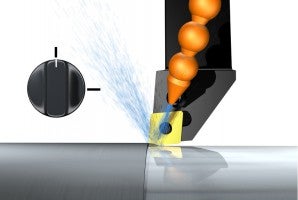
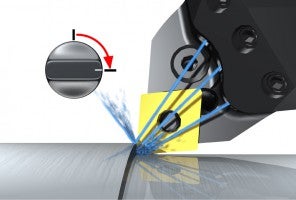
Az áramlási keresztmetszet csökkenése növeli a sugár sebességét, ugyanakkor csökkenti a térfogatáramot egy adott nyomás esetén. Optimalizált kis átmérőjű fúvókákkal pontos lamináris sugár állítható elő.
Áramlási sebesség w1

Áramlási sebesség w1
w2>>w1

Az alábbi ábrán a szükséges térfogatáram látható a fúvókaátmérő függvényében egy adott rögzített 80 bar (1160 psi) nyomás esetén. Kis átmérőjű fúvókákkal nagy sebességű sugár hozható létre, ugyanakkor csökkenthető a szükséges térfogatáram és energia, összehasonlítva a hagyományos hűtési rendszerekkel.
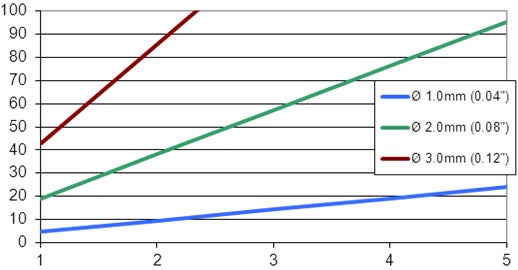
X tengely: Fúvókák száma
Y tengely: Áramlás, liter/perc
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Szivattyúra vonatkozó követelmények

A nagynyomású hűtés sikeres alkalmazásához a szivattyúkövetelmények a nyomás és a térfogatáram.
Nyomás
A forgácstöréshez szükséges nyomás az anyagtól és a forgácsolási paraméterektől függ. A 80 bar (1160 psi) megfelelő a legtöbb alkalmazáshoz. A nagyobb, akár 150 bar (2176 psi) nyomás nehezen törhető forgácsú anyagok esetén használható, például Inconel és Super Duplex.
Áramlás
A szükséges térfogatáramot a hűtőfolyadék-kivezetések megfelelő száma és átmérője biztosítja.


- Használjon 20 mikronos szűrőt.
- Esztergálás: Három 1 mm-es (0,039 col) hűtőfolyadék-fúvókával rendelkező szerszámtartó használata esetén a térfogatáram-igény 20 liter/perc. Ugyanakkor fontos figyelembe venni azon szerszámok számát, amelyek egyidejűleg üzemelnek hűtőfolyadékkal (szerszámok száma × 20 liter/perc). A gép mérete miatt nagy tartályra van szükség a keringetési idő biztosításához.
- Fúrás: A hűtőfolyadék-furatok átmérői a fúróban a fúrási átmérővel együtt nőnek, így a nagyobb átmérőjű fúrókhoz nagyobb térfogatáram szükséges. A cél a térfogatáram, nem pedig a nyomás. Változó nyomású szivattyú ajánlott, és használjon kisebb nyomásokat nagyobb átmérőjű fúrók esetén.
| 12 | 70 bar | 70 bar |
| 20 | 30 bar | 70 bar |
| 25 | 12 bar | 50 bar |
| 30 | 6 bar | 23 bar |
| 40 | 1 bar | 3 bar |
| 60 | 1 bar |
Hűtőközeg-csatlakozás


A nagynyomású hűtőfolyadék-rendszerek egyik nagy előnye a hűtőfolyadék-cső beállítás csökkentése. Külső csövekkel általában 2–3 próbálkozásra sikerül a hűtőpozíció beállítása. A gyenge forgácskezelés gyakran megüti a csövet, ezért gyakran kell újra beállítani, a folyamat nem konzisztens és a piros lámpa gyakran kigyullad.
Nagy pontosságú fúvókákkal rendelkező szerszámtartók használata esetén a szerszámtól a forgácsolóélig rögzített az út, de a hűtőfolyadékot csatlakoztatni kell a szerszámtartóhoz. A cső csatlakoztatható a száras befogóhoz, azonban figyelembe kell venni, hogy ez növeli a beállítási időt minden szárcsere alkalmával, és interferencia és forgácscsapda jöhet létre.

A legjobb megoldás gyorscserés (plug and play) megoldás használata. A hűtőfolyadék közvetlenül a szerszámtartó befogóegységébe van kötve. Ezekkel a megoldásokkal a nagynyomású hűtőfolyadék alkalmazása további előnyöket biztosít, rövidebb beállítási időkkel, jobb forgácsvezetéssel és nagyobb fémforgácsolási hatékonysággal.
Hűtőközeg-csatlakoztatás esztergaközpontokban és esztergákban
A Coromant Capto® a hűtőfolyadék a revolveren keresztül csatlakozik, lehetővé téve a gyors cserét és az előmérést a gépen kívül. Befogóegységek elérhetők minden esztergatípushoz (esztergaközpontok, függőleges esztergák, síkágyas esztergák), és az új befogókészletek 200 bar (2900 psi) nyomást is lehetővé tesznek.

Hűtőközeg-csatlakoztatás csúszófejes gépekben

A hűtőfolyadék-hozzávezetés a csúszófejes gépeken jelentősen eltér az esztergálóközpontoktól. Szintetikus olajat használnak emulzió helyett, a csúszó vezetékes konstrukció érdekében, és az olajat egyidejűleg adagolják az összes szerszámhoz attól függetlenül, hogy melyik szerszám van fogásban.
Bár a legtöbb gép nagynyomású szivattyúval rendelkezik, optimális szerszámozással a hűtőfolyadék-adagolási terület (kivezetés átmérője x kivezetések száma) valószínűleg túl nagy a szivattyú teljesítményéhez képest, ezért nem érhető el a maximális nyomás.
Fontos az adagolási terület csökkentése:
- Belső hűtőfolyadék-hozzávezetéssel rendelkező szerszámok használata, a szerszámok külső ellátásának elzárása
- Az adagolási terület optimalizálása a szükséges térfogatáram csökkentése érdekében
A QS™ befogórendszer olyan szerszámtartókkal rendelkezik, amelyeknél a hűtőfolyadék az ütközőbe van bevezetve, amely a gép állandó része. A QS™ szerszámtartó hátulján a hűtőfolyadékcső biztosítja, hogy a hűtőfolyadék a szerszám behelyezésekor egyből a fúvókákhoz kerül.

A fúvókák átmérője 1 mm (0,039 col), így a pontos sugár segíti a forgácsvezetést és ugyanakkor minimumon tartja a térfogatáram-igényt.




Hüvelyek a kiesztergálókések gyors összeállításához

Az olyan nagynyomású, fémes tömítésű hüvelyekkel, mint az EasyFix, gyorsan elvégezhető a hengeres szárú kiesztergálókések összeállítása. A rugóelőfeszítésű golyó a kiesztergálókés hornyába ül, így másodpercek alatt megtalálja a középső pozíciót.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
