
Interpolációs esztergálás
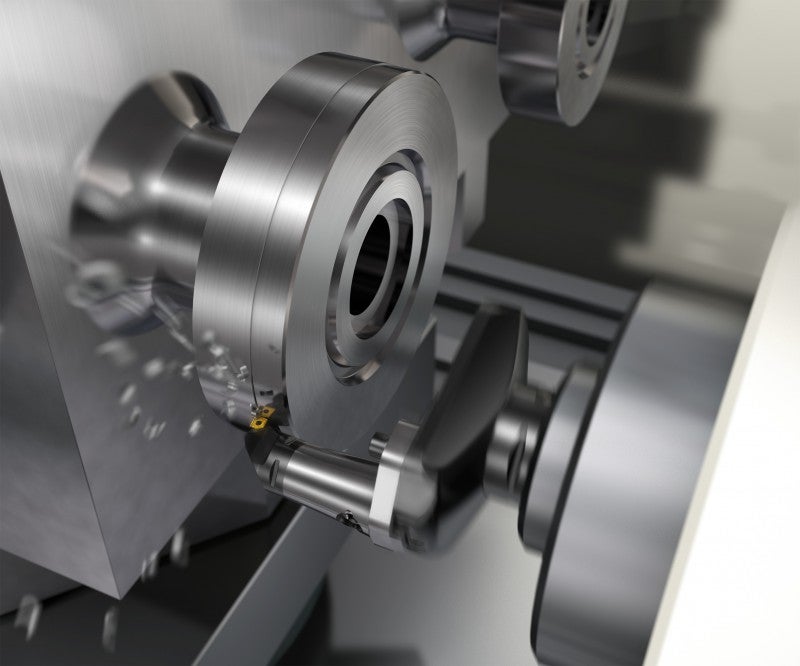
Az interpolációs esztergálási eljárás a fejlett megmunkálóközpontokhoz és a B tengelyes multitask gépekhez lett kifejlesztve. Az esztergálási művelet az X és az Y tengellyel körkörös irányba történő interpolálásból áll, valamint a géporsó forgási kontúrral történő elforgatásával a folyamat során.
A körkörös mozgás növelheti vagy csökkentheti az átmérőt, homlokműveletek kialakításához vagy a Z tengellyel kombinálva furat vagy külső átmérő létrehozásához.
Az interpolációs esztergálás és a hagyományos módszer összehasonlítása
Minden gépkoncepciót úgy alakítottak ki, hogy többfunkciós lehetőségeket biztosítsanak. Az esztergálási, fúrási és marási műveletek elvégezhetők csúszófejes gépeken vagy akár 5 tengelyes megmunkálóközpontokban. Az esztergálási műveletek egy gépi tengelyt használtak a munkadarab forgatásához a munkadarab szimmetriatengelye körül.

Nem szimmetrikus alkatrészek szimmetrikus alakzatai esetén kiesztergáló-szerszámok használatosak a párhuzamos átmérőkhöz standard megmunkálóközpontokban. Azonban, ahol a kontúrokra szükség van, általában marással végzett körinterpolációra vagy egy W tengelyes fejre van szükség az alak létrehozásához.
Az interpolációs esztergálás nem versenyez a hagyományos kiesztergálási vagy esztergálási műveletek fémforgácsolási hatékonyságával, azonban használható alternatívát biztosít.
Az új gépeknél figyelembe kell venni az interpolációs esztergálást, ahol a nem szimmetrikus munkadarabok szimmetrikus alakzatokkal rendelkeznek (pl. karimák, tömítőhornyok és nem párhuzamos furatok).



Az interpolációs esztergálás korlátai
Az eljárás és gépek korlátai:
- A fordulatszám – az X és Y asztalelőtolás sebessége
- Programozási támogatás – CAM ciklusok/utófeldolgozók
- Orsónyomaték – mivel az orsómotor viszonylag kis fordulatszámon forog, az esztergálási művelet fogásmélysége nem lehet túlzott
- Orsócsatlakozó – a csatlakozásnak nagyobb nyomatékot kell tudni átvinni, mint a normál marási műveleteknél. Az 50-es meredek kúp vagy a Coromant Capto® jobb nyomatékátvitellel rendelkezik, mint a HSK-A
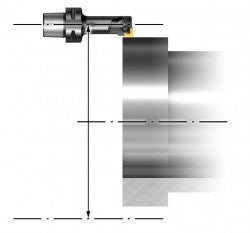
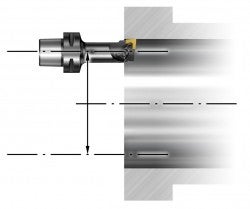
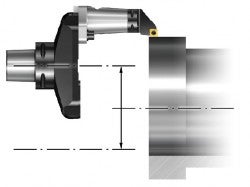
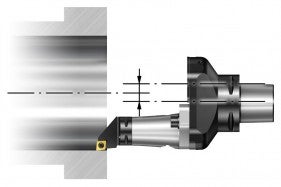
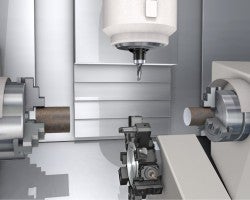
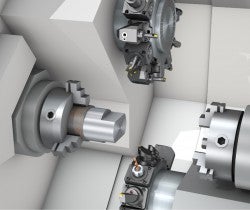
A képeken látható, miben különbözik az asztalmozgás hagyományos szerszámofszettel végzett interpolációs esztergálás és interpolációs esztergáláshoz tervezett szerszámmal végzett interpolációs esztergálás esetén.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Az interpolációs esztergálás fő előnyei

- Rugalmas megoldás, amely lehetővé teszi a megmunkálóközpontok használatát moduláris szerszám-összeállításokkal, a W tengelyű homlokmegmunkáló fejekkel rendelkező speciális kiesztergálógépek helyett.
- A munkadarab teljesen megmunkálható anélkül, hogy mozgatni kellene, ami különösen előnyös a nagy, nem szimmetrikus alkatrészek esetében.
- Kisebb szerszámberuházási költségek.
- Alumíniumhidak állnak rendelkezésre, amelyek segítenek abban, hogy a szerszám-összeállítás tömege a szerszámgép cserére és szerszámtárra vonatkozó jellemzőinek megfelelő legyen.
Szerszámozási szempontok
- A szerszám sugarát viszonylag közel kell tartani a forgácsolt alkatrész sugarához az X-, Y-mozgás korlátozása érdekében – vagyis a nagy alkatrészsugarakhoz nagy sugarú forgácsolószerszámokat kell használni, vagy ofszetet a forgási középponthoz képest.
- Ha hosszabb profilokra van szükség, jó, ha nagyobb a szerszámsugár, mint az orsóház. Ez javítja a hozzáférhetőséget és a folyamatstabilitást a hosszú, karcsú szerszámok iránti igény csökkentésével.
- Győződjön meg róla, hogy a szerszám súlya, momentuma és átmérője a tár és a szerszámcserélő jellemzőinek megfelelő.
Szerszámozási megoldások
A meglévő moduláris koncepciók kombinálásával biztosíthatók testreszabott megoldások az interpolációs esztergálás követelményeinek teljesítéséhez – mindegyik a munkadarab-alakzat átmérőjétől és geometriájától függő pozícióval rendelkezik.








- Axiális Coromant Capto® gyorscserés befogóegységek nagy átmérőjű kiesztergálószerszám-száncsatlakozóval axiálisan szerelt forgácsolóegységekhez és az orsóháztérhez
- Gépcsatlakozó-adapterek Coromant Capto® esztergálóegységekkel belső és külső alakzatokhoz
- A Coromant Capto® ofszetcsökkentő befogóegységek megfelelő teret és nagyobb szerszámsugarat kínálnak
- Csillapított kiesztergálókések moduláris forgácsolóegységekkel mély kiesztergálási alkalmazásokhoz
- A gépcsatlakozó-adapterekben tartott moduláris eszterga-csatlakozóelemek és forgácsolófejek nagy ofszetet és teret biztosítanak profilmegmunkáláshoz
- A nagy átmérőjű kiesztergáló-szerszámokhoz kialakított betétek és beépített szánok lehetővé teszik az orsóháztérhez igazított nagy átmérőjű szerszámok felépítését
- A radiális Coromant Capto® befogóegységek nagyobb ofszetet biztosítanak

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
