
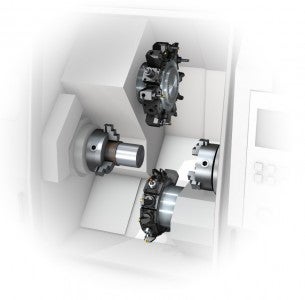
Esztergaközpontok

Az esztergaközpontok több célra használhatók, és többtengelyes funkcionalitással rendelkeznek. Ez azt jelenti, hogy esetlegesen alkalmazható C tengely, Y tengely és hajtott szerszámok a revolveren, így nem csak esztergálás, hanem marás fúrás és menetfúrás is végezhető.
Esztergaközpontok konfigurálása
Számos gépopciót kell figyelembe venni az adott munkadarab típusától függően. Gondos megfontolások biztosítják az optimális és biztonságos megmunkálási folyamatot.
Revolvercsatlakozó
A hajtott szerszámtartók kifejlesztésének köszönhetően az esztergaközpontok valóban többfunkciós gépekké váltak.
A két hagyományos típusú revolver (száras és VDI) lett kifejlesztve, amikor az esztergaközpontokat csak esztergáláshoz és középvonali fúrási műveletekhez használták. A szár és a VDI megfelelő a hagyományos esztergaközpontokhoz.

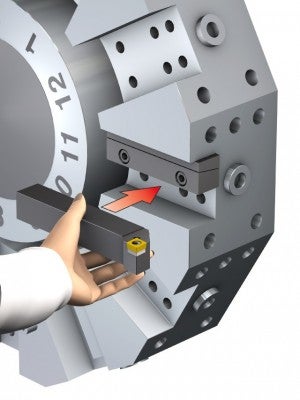
Szárasszerszám-csatlakozó

VDI
A CBI (Coromant Capto® csavaros csatlakozó) jól használható többfunkciós esztergaközpontokhoz. Ezen csatlakozó esetében több a hely a revolveren belül a hajtott szerszámtartó csapágyai számára, így a legjobb stabilitást és a legrövidebb kinyúlást biztosítja. A CBI minden egyes szerszámgépgyártó esetében egyedi, ami azt jelenti, hogy az adott géphez megfelelő gépre szabott befogóegységek (MACU) szükségesek.
A CDI (Coromant Capto® tárcsás csatlakozó) egy szabványosított revolvercsatlakozó, amely több gépmárkához és modellekhez is megfelelő. Főleg európai gépgyártók biztosítják a CDI-t a VDI utódjaként.

CBI

CDI
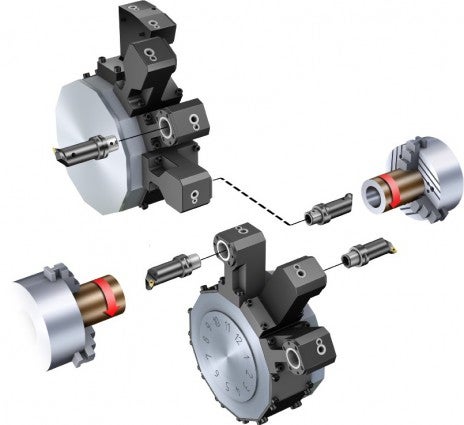
A különböző MACU-konfigurációk lehetővé teszik a revolver konfigurálását az egyes gyártási környezetekhez megfelelően kombinálva a külső, a belső, az álló és a hajtott elemeket. Gyakran dupla befogóegységeket használnak a szerszámpozíciók számának növelésére.
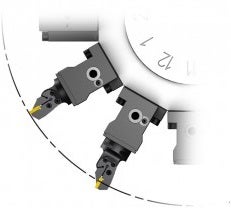
Hajtott szerszámok

A hajtott szerszámok lehetővé teszik olyan marási és fúrási műveletek elvégzését, amelyek a főorsón C tengelyes vezérlést igényelnek. Kéttengelyes műveletek végezhetők el, például reteszhornyok vagy furatok a középvonalon. Zsebek marásához vagy középvonalon kívüli fúráshoz Y tengelyre van szükség.
A fúrási műveletekhez a legjobb belső hűtőfolyadék-hozzávezetéssel ellátott hajtott szerszámtartókat és nagynyomású hűtőközeg-hozzávezetést használni a legjobb forgácselvezetés és folyamatbiztonság eléréséhez.

Y tengely/fél revolver
Az Y tengely lehetővé teszi a hajtott szerszámok használatát a 3 tengelyes maráshoz és a középvonalon kívüli fúráshoz. A marási műveleteket igénylő legtöbb alakzat számára előnyös az Y tengely. További előny, hogy két esztergálási pozíció adható hozzá, növelve a szerszámok számát a kétszerszámos alkalmazásokban, illetve többféle befogó használható, így nincs szükség a szerszámbefogók cseréjére.


Y tengely
A félrevolveres léptetés lehetővé teszi a kettős esztergálási pozíciók használatát, növelve ezzel a szerszámok számát. Ez az opció nem szükséges, ha Y tengely rendelkezésre áll, így általában hajtott szerszám nélküli esztergaközpontokon választják.


Félrevolver
Mellékorsó/alsó revolver
Egy munkadarab elkészítéséhez gyakran kétoldalas megmunkálásra van szükség. Gyakran használnak mellékorsót késelőtolással együtt, így lehetséges teljes munkadarabok felügyelet nélküli gyártása.
Nagyobb volumenű gyártáshoz az alsó revolver megfelezheti a ciklusidőt egy revolverhez képest. Lehetővé teszi a tandem esztergálást, illetve a főorsóval egy időben a megmunkálási műveleteket a mellékorsón, így csökkentve a ciklusidőt. Tipikus alkalmazások a hosszú, karcsú munkadarabok, például tengelyek, illetve a mellékorsó segítségével két oldalról megmunkált alkatrészek.
Az alsó revolver hátránya a kisebb munkadarab-átmérő, és a hosszabb programozási és beállítási idő, így főleg konkrét alkatrészekhez megvásárolt esztergaközpontokhoz valók.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
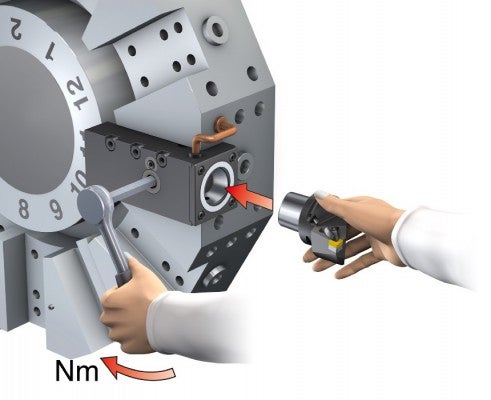
Szerszámbefogó ofszetfunkció

Ha a szerszám mérését előzetesen végzik a gépen kívül, fontos a kijelölt nullpozíció használata minden befogási pozícióban. A szerszámbefogó ofszetfunkciója lehetővé teszi, hogy egy előre mért szerszámot bármilyen befogási helyzetbe lehessen helyezni, és az első alkatrészt azonnal meg lehessen munkálni, időt megtakarítva és a selejtek számának csökkentésével.
Nagynyomású szivattyú
A legtöbb gép biztosít nagynyomású hűtőközeg-hozzávezetési funkcionalitást 70 bar környékén (1015 psi).
További információk a hűtőközeggel kapcsolatos szempontokról
Automatizálás
A jövőbeli gép- és szerszámigényeket a globalizáció, a szakemberhiány, a rövidebb termékéletciklusok és a gyártási költségek csökkentésének folyamatos igénye által támasztott közös kihívások vezérlik. Az elmúlt két évtizedben a makrotrendek azt mutatják, hogy a gyártó vállalatok elsődleges célja a gyártási lépések számának és a teljes gyártási időnek (TMT) a csökkentése. Ez lehetővé tette az automatizált folyamatok használatát, a gyártócellai környezetben, kisebb manuális beavatkozással.
A szerszámgépek, szerszámok és a CAM folyamatosan fejlődnek, és segítenek a gyártóiparnak a jövőbeni kihívások leküzdésében.
Az automatizálás tekintetében az esztergaközpontok háttérbe szorultak a megmunkálóközpontokkal szemben, de úgy látjuk, a jövőbeni fejlődés és forradalom a következő területeken fog végbemenni:
- Nagyobb hűtőfolyadék-nyomások a forgácskezelés javítására – a Coromant Capto már most is kész 200 bar (2900 psi) kezelésére
- Automatikus szerszámcsere robotokkal vagy toronnyal
- Szabványosítás a hatékonyság és a kommunikáció javítására
- Revolvercsatlakozó – a megmunkálóközpontokhoz hasonlóan, ahol a közös orsócsatlakozók szerszám-racionalizálást tesznek lehetővé, egy új ISO-csatlakozóra van szükség a közös befogóegységek használatához
- Termékadatok – az ISO13399 szabványban szereplő általános szerszám-definíció biztosítja a gyártási nyelvezetet a szerszámadatok leírásához
Gyorscsere esztergaközpontokban
Az esztergaközpontok gyors szerszámváltást biztosítanak, de általában kisebb a kihasználtságuk, mint a megmunkálóközpontoknak a szerszámváltási és beállítási idő miatt. Használjon gyorscserés szerszámtartókat a mérési, az összeállítási és a szerszámcserére fordított idő csökkentéséhez, így növelhető a megmunkálásra fordított idő.
Automatikus szerszámcsere esztergaközpontokban
Az ATC-MACU revolverrel felszerelt esztergaközpontok esetében az automatikus szerszámcsere statikus és hajtott szerszámtartókhoz is rendelkezésre áll.
További információ az esztergaközpontokban történő automatikus szerszámcseréről

Hogyan oldható meg a korlátozott kinyúláshossz
Mindegyik gépnek van egy maximális revolverlengési átmérője. Minden külső szerszámkilógásnak ezen átmérőn belül kell lennie, hogy a revolver ütközés nélkül foroghasson. Az esztergáló forgácsolóegységek közös hosszal és ofszetmérettel rendelkeznek minden egyes Coromant Capto®-méret esetén.
Az egyes géprevolver-csatlakozók befogóegységei úgy vannak kialakítva, hogy a szabványos forgácsolóegységek elférjenek a revolver lengési átmérőjén belül. A hajtott szerszámtartók használata esetén ajánlott, hogy a szerszám a lehető legrövidebb legyen, nem csak azért, hogy beleférjen a lengési átmérőbe, hanem a stabilitás növelése érdekében is.
A hajtott szerszámtartó csapágyai sokkal közelebb vannak egymáshoz, mint egy megmunkálóközpontban. A rövid szerszámhossz csökkenti a rezgéseket, ezzel növeli a termelékenységet és a biztonságot. A szabványos forgácsolóegység-hosszt meghaladó külső szerszámok esetén a revolver lengési átmérője gyakran lehet korlátozó tényező.
A szerszám-penetrációt igénylő alkalmazásokhoz a Coromant Capto® rövid szerszámok kaphatók a lehető legrövidebb szerszámhossz eléréséhez és, hogy a revolvertér elegendő legyen. A Coromant Capto® rövid szerszámoknak nincsenek befogó hornyaik és csak manuális szerszámcserére alkalmasak.



Példák a Coromant Capto® szerszámokra, rögzítőhornyokkal és nélkülük
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
