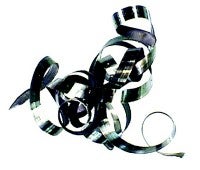
Copeaux longs s'enroulant autour de l'outil ou de la pièce. Normalement dû à une avance et/ou une profondeur de coupe faibles.
Cause
Solution
Avance trop faible pour la géométrie
Augmenter l’avance
Choisir une géométrie avec une meilleure capacité de fragmentation des copeaux
Utiliser un outil avec l'arrosage de précision
Profondeur de coupe trop faible pour la géométrie
Augmenter la profondeur de coupe ou choisir une géométrie avec une meilleure capacité de fragmentation des copeaux
Rayon de bec trop grand
Choisir un plus petit rayon de bec
Angle d’attaque inadapté
Sélectionner un porte-outil avec un angle d'attaque aussi grand que possible. KAPR= 90° (PSIR =0°)
Contrôle des copeaux
Copeaux très courts, souvent collés ensemble, dus à une fragmentation trop dure. Une fragmentation dure des copeaux réduit la durée de vie de l'outil et peut même provoquer la rupture de la plaquette en raison d'une pression trop élevée sur l'arête de coupe.
Cause
Solution
Avance trop grande pour la géométrie
Choisir une géométrie conçue pour des avances supérieures, de préférence une plaquette non réversible
Réduire l'avance
Angle d’attaque inadapté
Choisir un porte-outil avec un angle d'attaque aussi petit que possible. KAPR= 45°–75° (PSIR 45–15°)
Rayon de bec trop petit
Choisir un rayon de bec plus grand
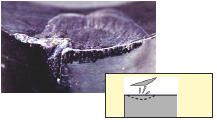
État de surface
L'état de surface a un aspect et un toucher rayé et ne correspond pas aux tolérances requises.
Cause
Solution
Les copeaux se fragmentent contre la pièce et laissent des traces sur la surface
Choisir une géométrie qui repousse les copeaux en les éloignant de la pièce
Modifier l'angle d’attaque
Réduire la profondeur de coupe
Sélectionner un système d'outillage positif avec un angle d'inclinaison neutre
La surface rayée est due à une usure en entaille excessive de l'arête de coupe
Sélectionner une nuance avec une meilleure résistance à l'usure par oxydation, par exemple une nuance cermet.
Réduire la vitesse de coupe
L'avance est trop grande et le rayon de bec est trop petit, ce qui produit une surface rugueuse
Sélectionner une plaquette wiper ou un rayon de bec plus grand
Réduire l'avance
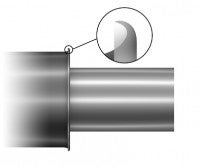
Formation de bavures
Formation de bavures sur la pièce à l'entrée en coupe ou en sortie de coupe.
Cause
Solution
Arête insuffisamment vive
Avance trop faible pour l'arrondi d'arête
Utiliser une plaquette avec une arête vive avec revêtement PVD ou une plaquette rectifiée à faible avance < 0.1 mm/tr (0.004 pouce/tr)
Usure en entaille ou écaillage à la profondeur de coupe
Utiliser un porte-plaquette avec un petit angle d'attaque
Formation de bavures au début ou à la fin de la coupe
Démarrer ou terminer la coupe avec un chanfrein ou un rayon
Vibrations
Forces de coupe radiales élevées en raison de vibrations ou marques de vibrations provoquées par l'outillage ou le montage de l'outil. Typique pour l'usinage intérieur avec barres d'alésage.
Cause
Solution
Angle d’attaque inadapté
Sélectionner un angle d'attaque plus important. KAPR = 90° (PSIR = 0°)
Rayon de bec trop grand
Choisir un rayon de bec plus petit
Arrondi d'arête inadapté, ou chanfrein négatif
Sélectionner une nuance avec un revêtement mince ou une nuance non revêtue
Usure en dépouille excessive sur l’arête de coupe
Sélectionner une nuance plus résistante à l’usure ou réduire la vitesse
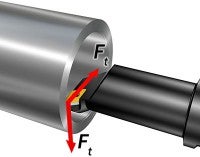
Vibrations
Forces tangentielles élevées.
Cause
Solution
Géométrie de plaquette générant des forces de coupe élevées
Fragmentation des copeaux trop dure générant des forces de coupe élevées
Sélectionner une géométrie de plaquette positive
Réduire l'avance ou choisir une géométrie supportant des avances plus élevées
Les forces de coupe varient ou sont trop faibles en raison d'une profondeur de coupe insuffisante
Augmenter la profondeur de coupe pour que la plaquette coupe
L'outil n'est pas positionné correctement
Vérifier la hauteur de centre
Instabilité de l'outil en raison de la longueur du porte-à-faux
Réduire le porte-à-faux
Choisir le plus grand diamètre de barre possible
Utiliser une barre Silent Tool™ ou carbure
Un bridage instable pose des problèmes de rigidité
Augmenter la longueur de serrage de la barre d'alésage
Pour pouvoir appliquer des conditions de coupe optimisées, obtenir une bonne qualité de pièce et profiter d'une longue durée de vie d'outil, il est important de vérifier l'arête de coupe systématiquement après l'usinage. Utilisez cette liste de problèmes et solutions pour différentes formes d'usure des plaquettes comme référence pour réussir le tournage.
Usure en dépouille C'est le type d'usure le plus souhaitable, quelle que soit l'application . Durée de vie d'outil stable et prévisible.
Vitesse de coupe trop élevée
Nuance trop tenace
Résistance à l'usure insuffisante
Inclusions dures dans la matière usinée
Réduire la vitesse de coupe
Choisir une nuance mieux adaptée en fonction des besoins en ténacité ou en résistance à l'usure
Usure en entaille
Matières collantes ou sujettes à l'écrouissage en coupe
Utiliser un angle d'attaque proche de 90°
La géométrie est trop négative
Utiliser une arête plus vive
Réduire l'angle d'attaque
Modifier la profondeur de coupe
Usure en cratère
Vitesse de coupe et/ou avance trop élevée
Brise-copeaux trop étroit
Réaction chimique ou abrasion
Résistance à l'usure trop faible
Réduire la vitesse de coupe ou l'avance
Sélectionner une nuance plus résistante à l’usure
Choisir une géométrie plus ouverte/positive
Déformation plastique Dépression Renflement
Température de coupe et pression trop élevées
Nuance trop tenace/tendre
Arrosage insuffisant
Réduire la température et la pression en réduisant la vitesse de coupe et/ou l'avance
En cas d'usure en dépression de l'arête, réduire d'abord l'avance
En cas d'usure en dépression de la dépouille, réduire d'abord la vitesse
Utiliser une nuance plus résistante à l'usure et/ou à la chaleur
Choisir une géométrie plus ouverte/positive
Augmenter le débit d'arrosage
Arête rapportée
Température de coupe trop basse
Matière collante
Géométrie trop négative
Revêtement trop épais
Augmenter la température de coupe en augmentant la vitesse
Essayer une nuance avec revêtement PVD (moins sujette aux arêtes rapportées)
Sélectionner une géométrie plus positive
Écaillage
Matière collante
Vitesse de coupe trop basse
Usinage intermittent sous arrosage
Revêtement trop épais
Augmenter la vitesse de coupe
Supprimer l'arrosage
Utiliser une nuance avec un revêtement plus mince et une plus grande sécurité d'arête (PVD)
Écaillage de l'arête
Conditions instables
Nuance trop résistante ou trop friable
Revêtement trop épais (CVD, écaillage de l'arête de coupe)
Améliorer la stabilité de la machine
Choisir une nuance plus tenace
Choisir une géométrie plus résistante
Utiliser une nuance avec un revêtement plus mince (PVD)
Fissures thermiques
Variations de température au niveau de l'arête de coupe
Coupe intermittente ou arrosage intermittent
Nuance trop sensible aux variations de température et aux chocs thermiques
Utiliser une nuance avec un revêtement plus épais (CVD)
Supprimer l'arrosage ou, au contraire, en augmenter le débit pour mieux réguler la température
Réduire la vitesse de coupe
Utiliser une nuance avec un revêtement plus mince (PVD)
Rupture
Usure excessive
Mauvaise nuance (trop tenace/résistante)
Conditions de coupe inadaptées
Effectuer des opérations plus courtes (temps de coupe) : trouver comment l'usure commence et déterminer le type d'usure dominant
Modifier les conditions de coupe
Sélectionner une nuance/géométrie de plaquette mieux adaptée
Effeuillage - céramique
Pression excessive sur l'outil
Réduire l’avance
Choisir une nuance plus tenace
Sélectionnez une plaquette avec un chanfrein plus petit ou changer de géométrie pour modifier la direction de la force de coupe
Écaillage en dehors de la zone de coupe
Bourrage des copeaux à proximité d'un épaulement
Les copeaux sont déviés en direction de l’arête de coupe
Avance ou direction de l'avance non optimisée
Modifier la trajectoire de l'opération (pour éviter d'arriver contre un épaulement)
Modifier l’avance
Utiliser une nuance avec un revêtement PVD
Choisir une géométrie de plaquette qui oriente les copeaux différemment