
Amélioration de la durée de vie des outils en tournage
Les trois principaux paramètres du tournage sont la vitesse, l'avance et la profondeur de coupe. Ces paramètres ont un effet sur la durée de vie d'outil ; pour prolonger la durée de vie,
- réduire la vitesse de coupe, vc (afin de réduire la chaleur) ;
- optimiser l'avance, fn (pour réduire le temps de coupe) ;
- optimiser la profondeur de coupe, ap (afin de réduire le nombre de passes)
Vitesse de coupe, vc
Trop faible
- Arête rapportée
- Arête émoussée
- Coût élevé
- État de surface de mauvaise qualité
Trop élevée
- Usure en dépouille rapide
- Mauvais état de surface
- Usure en cratère rapide
- Déformation plastique
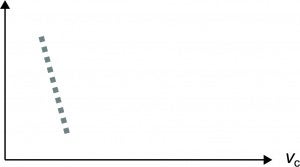
La vitesse de coupe, vc, a un effet important sur la durée de vie d'outil. Régler vc pour plus d'économie vc.
(Durée de vie de l'outil sur l'axe Y)
Avance,fn
Trop faible
- Copeaux enchevêtrés
- Usure en dépouille rapide
- Arête rapportée
- Coût élevé
Trop forte
- Mauvais contrôle des copeaux
- Mauvais état de surface
- Usure en cratère, déformation plastique
- Trop de puissance consommée
- Soudage des copeaux
- Martèlement des copeaux
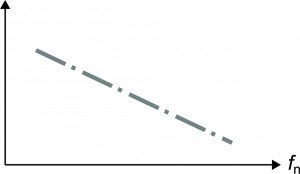
L'avance, fn, a moins d'effet sur la durée de vie de l'outil que vc.
(Durée de vie de l'outil sur l'axe Y)
Profondeur de coupe, ap
Trop faible
- Mauvais contrôle des copeaux
- Vibrations
- Chaleur excessive
- Coût élevé
Trop profonde
- Trop de puissance consommée
- Rupture de plaquette
- Forces de coupe plus importantes
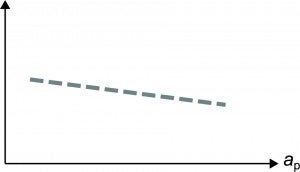
La profondeur de coupe, ap, a peu d'effet sur la durée de vie de l'outil.
(Durée de vie de l'outil sur l'axe Y)
Entretien des outils
Il est important d'avoir une procédure pour l'entretien des outils dans l'atelier afin d'éviter les problèmes et les surcoûts, et de prolonger la durée de vie des outils.
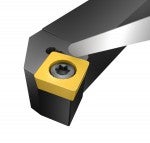
Contrôle du logement de plaquette
Il est important de vérifier si le logement de plaquette est en bon état et s'il n'a pas été endommagé lors d'un usinage précédent ou lors des manipulations.
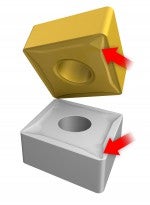
Vérifications :
- Logements de plaquettes déformés par l'usure. La plaquette ne s'appuie pas correctement sur les côtés. Vérifier l'espacement avec une cale d'épaisseur de 0.02 mm (0.0008 pouce).
- Il ne doit pas y avoir d'espaces dans les angles ni entre la cale-support et le fond du logement.
- Cale-support endommagée. Les angles des cales-support ne doivent pas être écaillés au niveau de la zone de coupe.
- Usure de la cale-support due à la fragmentation des copeaux ou à la pression de la plaquette.


Nettoyage du logement de plaquette
Le logement de plaquette doit être propre et exempt de poussières ou de copeaux. Au besoin, il est possible de le nettoyer avec de l'air comprimé. Si des barres d'alésage avec des têtes de coupe sont utilisées, il est important de vérifier et nettoyer l'accouplement entre les barres et les têtes à chaque changement de celles-ci.
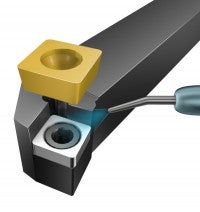

Clé dynamométrique

Pour obtenir les meilleures performances avec les porte-outils à serrage par vis, utiliser une clé dynamométrique pour avoir un couple de serrage correct de la plaquette. Utiliser le couple de serrage recommandé pour chaque porte-outil.
- Un serrage excessif peut dégrader les performances de l'outil, ou même provoquer la rupture de la plaquette ou de la vis.
- A l'opposé, un serrage trop faible peut causer une instabilité de la plaquette ou des vibrations et entraîner de mauvais résultats de l'usinage.
Vis de fixation
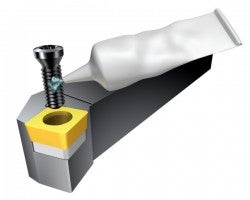
Toujours utiliser une clé dynamométrique afin de garantir une bonne fixation de la plaquette. Lubrifier suffisamment la vis pour empêcher le grippage. Le lubrifiant doit être appliqué sur le filet ainsi que sur la face d'appui de la tête. Remplacer les vis usées ou endommagées.
