Tournage intérieur

Les opérations de tournage intérieur consistent à usiner le diamètre intérieur de la pièce. La longueur du porte-à-faux de l'outil et l'évacuation des copeaux sont deux des difficultés du tournage intérieur. De grands porte-à-faux peuvent provoquer des problèmes avec à la fois une déflexion et des vibrations. Les vibrations et les problèmes d'évacuation des copeaux peuvent entraîner la rupture de la plaquette. Les problèmes d'évacuation des copeaux peuvent également être à l'origine d'un mauvais état de surface.
Les applications de base du tournage intérieur sont le chariotage (1) et le profilage (2).
Chariotage

Le choix des outils est très contraint par le diamètre de l'alésage intérieur de la pièce et la longueur (la profondeur du trou avec porte-à-faux). En règle générale, il convient de choisir un outil avec le porte-à-faux le plus petit possible et la taille la plus grande.
Le choix de l'outil, sa mise en œuvre et son attachement sont essentiels pour réduire la déflexion et les vibrations.
Type de plaquette
Pour le tournage intérieur, il est avantageux d'utiliser des plaquettes de forme de base positive car elles ont des forces de coupe plus faibles que les plaquettes négatives. Un angle de pointe faible et un petit rayon de bec contribuent aussi à réduire les forces de coupe.
Angle d'attaque
L'angle d'attaque influence la direction et l'ampleur des forces axiales et radiales. Un grand angle d'attaque donne des forces de coupe axiales importantes ; un petit angle d'attaque donne des forces de coupe radiales importantes. Il est recommandé d'utiliser un angle d'attaque proche de 90° et toujours supérieur à 75°.
Porte-outil
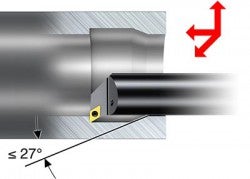
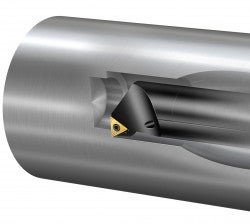
Si un épaulement doit être usiné dans la pièce, utiliser un outil avec un angle d'attaque de 91–95°. Il est recommandé d'utiliser une plaquette triangulaire ou de type D (55°).
Si une arête plus résistante est nécessaire, utiliser une plaquette type C (80°).
S'il n'y a pas d'épaulement à usiner et si les conditions sont stables, une plaquette carrée avec un angle d'attaque de 75° permet d'augmenter la productivité.
Outils de tournage pour le chariotage
Profilage

En profilage intérieur, l'outil subit des forces radiales et tangentielles. Les forces de coupe radiales tendent à éloigner l'outil de la pièce. Les forces tangentielles font dévier l'outil vers le bas en l'éloignant de l'axe.
Lors de l'alésage dans des trous de petit diamètre, il est particulièrement important que l'angle de dépouille de la plaquette soit suffisant pour éviter le contact entre l'outil et la paroi du trou.
Type de plaquette
Lors des opérations de profilage, la profondeur de coupe, l'avance et la vitesse varient. Du point de vue de la résistance, de l'accessibilité et de l'économie, il vaut mieux utiliser le plus grand rayon de bec possible. Les rayons de bec les plus fréquemment utilisés sont ceux à 55° et à 35°.
Angle d'attaque
L'angle d'attaque et le rayon de bec sont deux facteurs importants pour l'accessibilité. Le profil de la pièce doit être analysé pour pouvoir sélectionner l'angle de copiage le mieux adapté.
Il faut conserver un angle de dégagement d'au moins 2° entre la pièce et la plaquette. Mais pour des raisons d'état de surface et de durée de vie d'outil, un angle de 7° au moins est recommandé.
Porte-outil
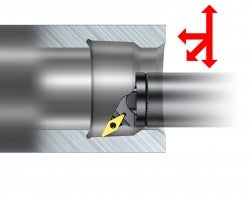
Le premier choix est une plaquette type D (55°) et un outil avec un angle d'attaque de 93°. Si un angle de ramping plus grand est nécessaire, utiliser une plaquette type V (35°).
Pour pouvoir effectuer des opérations de profilage frontal ou pour usiner des dégagements d'angle, choisir un porte-outil avec un angle d'attaque de 107–117°.
Il existe des outils spécifiques pour l'alésage en tirant qui sont spécialement conçus pour usiner les épaulements dans la direction opposée.