
Application de l'arrosage en tournage

Le rôle primaire du liquide de coupe est l'évacuation des copeaux, le refroidissement et la lubrification entre l'outil et la pièce. Un arrosage correctement appliqué permet de produire plus et améliore la sécurité du process, les performances de l'outil et la qualité de la pièce usinée.
Dans certaines situations, les contraintes environnementales et les coûts peuvent rendre l'usinage à sec, sans liquide de coupe, préférable. Pour choisir le meilleur outil, la meilleure géométrie et la meilleure nuance pour l'usinage à sec, contactez votre spécialiste Sandvik Coromant.
De nombreuses applications nécessitent l'arrosage pour obtenir de meilleures tolérances ou de meilleurs états de surface et pour améliorer l'usinabilité. L'arrosage doit être optimisé pour avoir une efficacité maximum.
Différents aspects de l'arrosage sont importants pour les process de coupe :
- Type de liquide de coupe
- Orifices d'arrosage
- Pression d'arrosage
Type de liquide de coupe

Différents types de liquide de coupe s'utilisent en tournage :
- L'émulsion, un mélange d'huile (5 à 10 %) et d'eau, est le type le plus courant
- L'huile est utilisée dans certaines machines plutôt que l'émulsion
- L'air comprimé est utilisé pour l'évacuation des copeaux ; il ne permet pas d'évacuer la chaleur
- La micro lubrification (MQL) est un mélange d'air comprimé avec un brouillard d'huile pour la lubrification
- L'arrosage cryogénique est un gaz liquéfié avec un fort potentiel de refroidissement
L'émulsion, l'huile et l'air peuvent être appliqués au moyen des conduits internes des outils de coupe. Lorsqu'on parle d'arrosage de manière générale, il s'agit d'émulsion ou d'huile. L'arrosage MQL et l'arrosage cryogénique nécessitent des équipements spéciaux.
Orifice d'arrosage

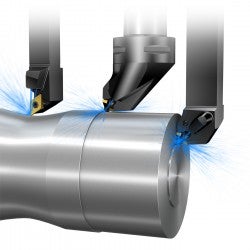
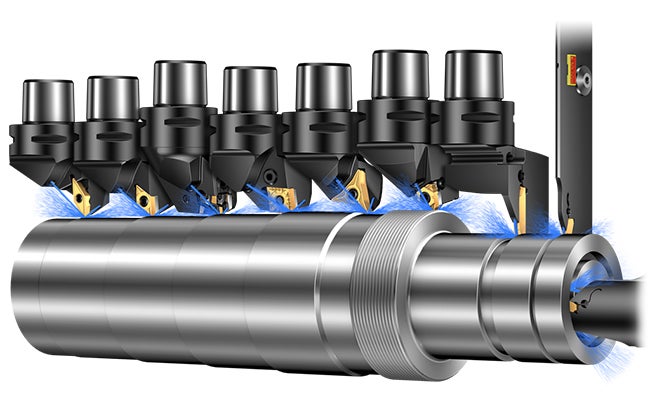
La plupart des outils de coupe modernes ont des conduits de liquide de coupe internes et ils permettent souvent l'arrosage de précision par le dessus et le dessous. Les orifices d'arrosage des outils sont de différents types qui possèdent des avantages propres :
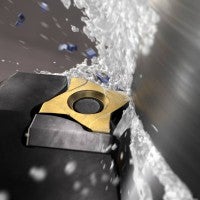
- L'arrosage de précision - ou arrosage de précision par le dessus - envoie un jet de liquide de coupe à travers une buse (ou un dispositif similaire) directement sur la zone de coupe de la face de coupe de la plaquette. Il réduit la température et améliore le contrôle des copeaux. Il peut être appliqué à haute pression pour améliorer la fragmentation des copeaux.
- L'arrosage par le dessous est un jet de liquide de coupe orienté sur la face de dépouille de la plaquette afin de la refroidir efficacement et de prolonger sa durée de vie.
- L'arrosage conventionnel se fait à travers des buses orientables dont le diamètre est généralement plus grand que celui des buses d'arrosage de précision. Il arrose la pièce et la plaquette pendant la coupe de manière abondante. Ce type d'arrosage ne supporte pas la haute pression.

Arrosage conventionnel et arrosage de précision
Arrosage de précision

Les outils de tournage modernes ont des buses d'arrosage de précision qui orientent le jet de liquide de coupe avec exactitude sur la face de coupe afin de contrôler la fragmentation des copeaux et de rendre l'usinage plus sûr. Pour optimiser les capacités de la machine utilisée et améliorer tant la durée de vie de l'outil que la formation des copeaux, le débit et la vélocité du liquide de coupe peuvent être réglés finement en jouant sur le diamètre de buse.
L'arrosage de précision est efficace même à basse pression, mais plus la pression est élevée, plus il est facile d'usiner des matières difficiles.




L'arrosage de précision améliore le contrôle des copeaux, prolonge la durée de vie des outils, rend les process plus sûrs et favorise la productivité.



Sans l'arrosage de précision, les bourrages de copeaux sont un problème courant qui provoquent des arrêts machine, des pannes, une usure accrue des outils et de mauvais états de surface.
Arrosage par le dessous
Les outils de tournage les plus modernes offrent aussi l'arrosage par le dessous. L'arrosage par le dessous contrôle la température dans la zone de coupe, ce qui prolonge la durée de vie de l'outil et rend l'usinage plus prévisible.
L'arrosage par le dessous est très efficace à basse pression, mais plus la pression est élevée, plus l'effet sur la durée de vie des outils est important. Il permet d'augmenter soit la vitesse de coupe, soit l'avance afin d'augmenter la productivité.
Arrosage par le dessus ou par le dessous ? Ou les deux ?
Avec les outils qui disposent de l'arrosage par le dessus (de précision) et le dessous, il peut être avantageux de stopper l'arrosage par le dessus dans certaines opérations. Cela dépend de la matière usinée, de la nuance de coupe et des conditions de coupe.
Avec les nuances dotées d'un revêtement mince comme les nuances PVD de premier choix pour ISO S, il est préférable d'utiliser à la fois l'arrosage par le dessus et le dessous afin de protéger la plaquette de la chaleur et d'éviter la déformation plastique.
Les plaquettes avec un revêtement épais comme les nuances CVD de premier choix pour ISO P et ISO K disposent d'une bonne protection thermique grâce à leur revêtement. Dans les applications d'ébauche et semi-finition, ces nuances ont la meilleure durée de vie avec l'arrosage par le dessous seulement. Voir le schéma bleu et les explications pour ISO P ci-dessous.
Pour les plaquettes avec un revêtement moyen comme les nuances CVD de premier choix pour ISO M il est recommandé d'utiliser à la fois l'arrosage par le dessus et par le dessous. Toutefois, en cas d'usure en cratère, il peut être avantageux de n'utiliser que l'arrosage par le dessous pour prolonger la durée de vie.
Pour en savoir plus sur l'usure des plaquettes.
Recommandations sur l'arrosage pour le tournage des aciers
- Appliquer l'arrosage par le dessous pour une durée de vie plus longue
- Utiliser l'arrosage par le dessus (et par le dessous) pour améliorer le contrôle des copeaux, en général dans la plage de profondeurs de coupe (ap) et d'avances (fn) en bleu
- En dehors de cette zone, l'arrosage par le dessus peut provoquer une légère usure de l'arête de coupe et augmenter l'usure en cratère. L'usure en cratère n'est pas toujours facile à évaluer ; la durée de vie de l'outil est plus courte et moins prévisible. C'est pourquoi l'arrosage par le dessous est recommandé. (Si l'arrosage par le dessous n'est pas disponible, utiliser un outil avec un orifice d'arrosage conventionnel)
| ap (mm) | |
 | fn (mm/tr) |
Avantages de l'arrosage par le dessus et de l'arrosage par le dessous dans différentes matières
| Matière usinée | Type de nuance | Arrosage par le dessus | Arrosage par le dessous |
| P | CVD | Contrôle des copeaux | Durée de vie |
| PVD | Contrôle des copeaux / Durée de vie d'outil | ||
| M | CVD | Contrôle des copeaux | |
| PVD | Contrôle des copeaux / Durée de vie d'outil | ||
| K | CVD | Durée de vie d'outil | |
| Céramique | Durée de vie d'outil | ||
| N | Sans revêtement | Contrôle des copeaux / Durée de vie d'outil | |
| PVD | Contrôle des copeaux / Durée de vie d'outil | ||
| PCD (diamant) | Contrôle des copeaux / Durée de vie d'outil | ||
| S | PVD | Contrôle des copeaux / Durée de vie d'outil | |
| Céramique | Contrôle des copeaux |
| Matière usinée | Type de nuance | Arrosage par le dessus | Arrosage par le dessous |
 | CVD PVD | Contrôle des copeaux Contrôle des copeaux / Durée de vie d'outil | |
 | CVD PVD | Contrôle des copeaux Contrôle des copeaux / Durée de vie d'outil | |
 | CVD Céramique | Durée de vie d'outil Durée de vie d'outil | Durée de vie d'outil |
 | Sans revêtement PVD PCD (diamant) | Contrôle des copeaux / Durée de vie d'outil Contrôle des copeaux / Durée de vie d'outil Contrôle des copeaux / Durée de vie d'outil | |
 | PVD Céramique | Contrôle des copeaux / Durée de vie d'outil Contrôle des copeaux |
Pression d'arrosage
L'arrosage haute pression augmente la consommation d'énergie, ce qui doit être pris en compte pour le développement durable et les coûts. Mais il peut aussi augmenter la productivité de différentes manières.
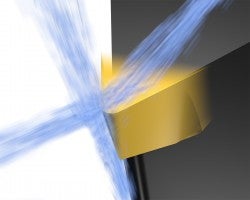
Arrosage de précision à haute pression
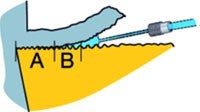
Une pression d'arrosage élevée dans la machine associée à une buse crée un jet à grande vélocité qui agit comme un coin hydraulique. Le jet de liquide de coupe a trois effets principaux :
- La plaquette est mieux refroidie dans la zone de contact (A)
- Les copeaux sont rapidement éloignés de la face de coupe de la plaquette afin de réduire l'usure de celle-ci (B)
- Les copeaux sont fragmentés en plus petits morceaux et plus facilement évacués de la zone de coupe
Quelle pression de liquide de coupe appliquer ?
7–10 bars (100-150 psi)
L'arrosage de précision améliore le contrôle des copeaux et la sécurité des process dans les aciers et les autres matières courantes. Grâce à la précision, il est possible d'augmenter les conditions de coupe tout en conservant une bonne sécurité de process.
70–80 bars (1000-1200 psi)
La haute pression améliore la fragmentation des copeaux. De plus, avec des géométries conçues pour l'arrosage de précision, les résultats sont encore meilleurs.
150–200 bars (2200–2900 psi)
Pour les matières exigeantes comme les aciers inoxydables duplex et les superalliages réfractaires, une pression plus élevée est nécessaire. Utiliser des porte-outils avec des buses spécifiques pour l'arrosage de précision et des géométries conçues pour l'arrosage de précision.
