
Interpolationsdrejning
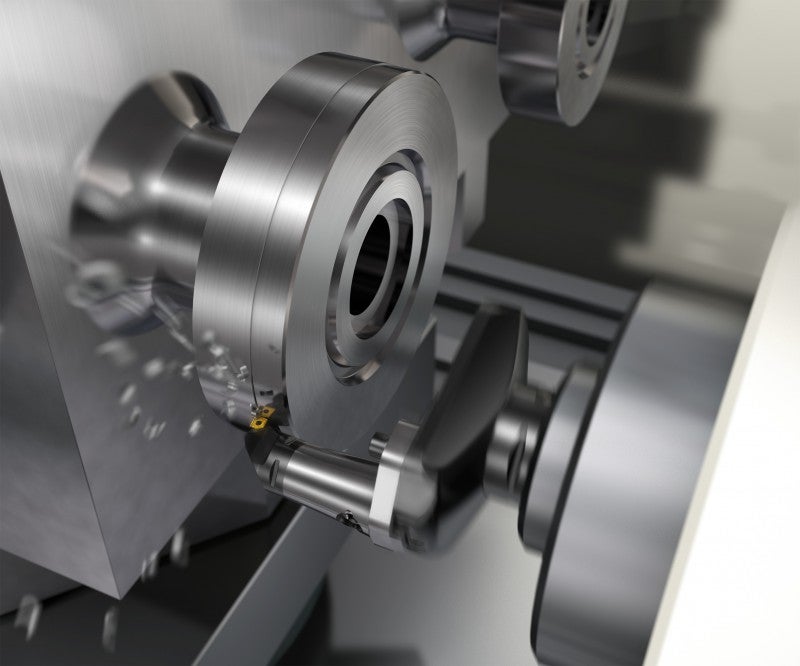
Interpolationsdrejning er udviklet til avancerede bearbejdningscentre og multitask-maskiner med b-akse. En drejeoperatin kan udføres ved interpolation med X- og Y-akserne i cirkulær bevægelse og ved at rotere maskinspindlen i tid med rotationskonturen.
Den cirkulære bevægelse kan enten øges eller mindskes i diameter for at udføre planfræsning eller kombineres med Z-aksen til at producere et hul eller en udvendig diameter.
Interpolationsdrejning vs. traditionel metode
Alle maskinkoncepter er blevet udviklet, så de giver multifunktionelle muligheder. Drejning, boring og fræsning kan udføres i langdrejemaskiner hele vejen frem til 5-aksede bearbejdningscentre. Ved drejning har man brugt en maskinakse til at rotere delen omkring komponentens symmetriakse.

Symmetriske egenskaber på ikke-symmetriske komponenter har brugt opboreværktøjer til parallelle diametre på standard-bearbejdningscentre. Men der hvor der skal være konturer, har det normalt været nødvendigt med cirkulær interpolation ved fræsning eller et W-aksehoved til at generere formen.
Interpolationsdrejning konkurrerer ikke med effektiviteten i metalbearbejdning med traditionel opboring eller drejning, men den er en bæredygtig metode sammenlignet med den traditionelle.
Interpolationsdrejning bør overvejes til nye maskiner, hvor komponenterne har symmetriske former på ikke-symmetriske komponenter, f.eks. flanger, tætningsspor og ikke-parallelle huller.



Begrænsninger for interpolationsdrejning
Metodens og maskinernes begrænsninger er:
- Omdrejninger pr. minut – hastigheden på X- og Y-bordtilspændingen
- Programmeringsstøtte – CAM-cyklusser/post processor
- Spindelmoment – da spindelmotoren roterer med et relativt lavt omdrejningstal, bør spåndybden ved drejning ikke være for stor
- Spindelkobling – koblingen skal kunne overføre et højere momentniveau end det der normalt kræves ved fræsning. Stejl konus 50 eller Coromant Capto® har en større momentoverførsel end HSK-A
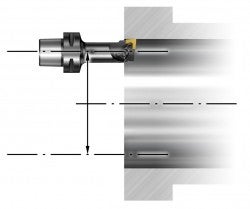
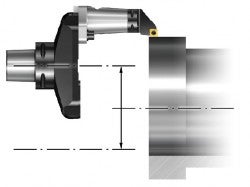
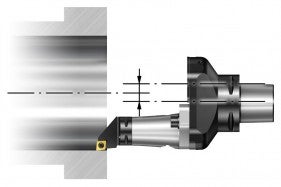
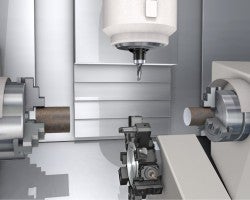
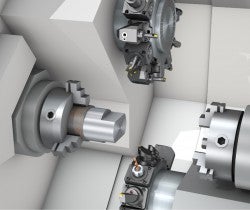
Billederne viser forskellen i bordbevægelse mellem interpolationsdrejning med traditionel værktøjsforskydning og et værktøj, der er designet til interpolationsdrejning.
De primære fordele ved interpolationsdrejning

- Fleksibel løsning der gør det muligt at bruge bearbejdningscentre med modulære værktøjsopspændinger i stedet for applikationstilpassede opboremaskiner med W-akse-plandrejningshoveder
- Komponenten kan bearbejdes fuldstændigt uden at flytte den, og det er især fordelagtigt ved store, ikke-symmetriske komponenter
- Lavere omkostninger til værktøjsinvesteringer
- Broerne fås i aluminium, og det hjælper med at holde værktøjsmodulets vægt inden for maskinens skifte- og magasinkapacitet
Værktøjsovervejelser
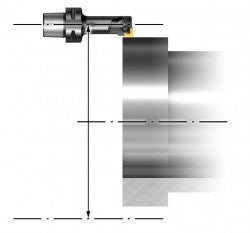
- Værktøjsradius bør holdes relativt tæt på den komponentradius der bearbejdes for at begrænse X, Y-bevægelsen – dvs. at en stor komponentradius skal have skærende værktøjer med stor radius eller offset fra rotationscentrum
- Når der er brug for lange profiler, er det godt at have en værktøjsradius, der er større end spindelhuset. Det forbedrer adgangsforholdene og processtabiliteten ved at reducere behovet for lange, slanke værktøjer
- Sørg for, at værktøjets vægt, moment og diameter holder sig inden for magasinets og værktøjsskifterens kapacitet
Værktøjsløsninger
Eksisterende, modulære koncepter kombineres til skræddersyede løsninger, der opfylder kravene til interpolationsdrejning – hver har sin position, afhængig af komponentegenskabens diameter og geometri.








- Aksial Coromant Capto®-Quick Change-adapter med slædekobling til opboringsværktøjer med stor diameter, for aksialt monterede skærenheder og bedre frigang til spindlen
- Maskinkoblingsadaptere kombineret med Coromant Capto®-dreje-/skærenheder til både indvendige og udvendige egenskaber
- Coromant Capto® offset-reduktionsfastspændingsenheder giver frigang og større værktøjsradius
- Vibrationsdæmpede udborestænger med modulære skærenheder til dyb opboring
- Modulære drejeadaptere og skærhoveder fastholdt i maskinkoblingsadaptere giver stor offset og frigang til profilbearbejdning
- Indbygningsholdere og integrerede slæder til opboringsværktøjer med stor diameter gør det muligt at bygge værktøjer med stor diameter til frigang ved spindelhuset
- Radiale Coromant Capto®-fastspændingsenheder giver større offset

