
Bearbejdningscentre

Bearbejdningscentre opfylder alle krav til spåntagende bearbejdning af komponenter, som fræsning, boring, opboring, oprivning og gevindskæring. Konfigurationen af maskinen vil i høj grad påvirke effektiviteten af den spåntagende bearbejdning og maskinens udnyttelsesgrad.
Konfiguration af bearbejdningscentre
Konfigurer altid maskinen, så den er bedst egnet til de fremstillede komponenter. Komponentens geometri og antal vil påvirke valget og definere antal nødvendige opsætninger.
- 3-aksede: Vertikale bearbejdningscentre (VMC) med fast bord. Et roterende bord kan tilføjes for at få en fjerde akse til mere komplekse former og bedre adgangsforhold
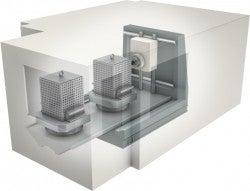
- 4-aksede: Horisontale bearbejdningscentre (HMC). Der bruges et emnefixtur, som muliggøre fire komponentopspændinger på bordet ved produktion af større volumener. Anvendelse af et palletsystem sikrer en høj udnyttelsesgrad for maskinen
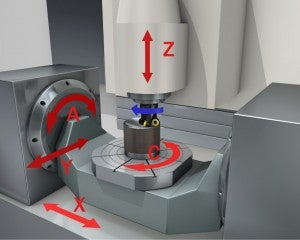
- 5-akset rundbord: Spindlen er "fastgjort" med 4. og 5. akse på bordet
- 5-akset med 90° hoved: Spindlen giver den 4. akse (B) den 5. akse i bordet
De 5-aksede varianter kan have en drejefunktion, hvor den 5. akse har fuld rotation, hvilket gør dem til multitask-maskiner.
Spindel interface
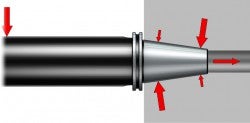
Valget af spindel interface er en vigtig beslutning, da det ofte definerer grænserne for effektiviteten af den spåntagende bearbejdning. Når der ikke bearbejdes, skal spindel interfacet muligøre hurtigt vkt. skift. Men når der bearbejdes, er det afgørende, at forbindelsen mellem spindel og værktøj er solidt, også selv om skærekræfterne gør hvad de kan for at "rive" dem fra hinanden.
Læs mere om, hvordan du vælger spindel
Ekstraudstyr til bearbejdningscentre
Der findes forskellige slags ekstraudstyr, der giver endnu højere udnyttelse af maskinen.
Magasin/automatisk værktøjsskift (ATC)
Det er vigtigt, at der er nok plads i magasinet til værktøjer til alle typer bearbejdning og komponenter, for at sikre hurtigt skift fra opgave til opgave uden behov for udskiftninger i vkt. magasinet .Hvis der bruges søsterværktøjer, skal der også tages højde for det.
Ved brug af værktøjer med stor diameter eller lange værktøjer skal det sikres, for at ATC'en har tilstrækkelig vægt- og momentkapacitet – det er ofte en overset faktor, der begrænser brugen af lange værktøjer eller værktøjer med stor diameter.
Pallet
Ved at bruge en palletløsning kan komponenten spændes op i fiksturen, mens maskinen stadig kører. Det sikrer fremragende udnyttelse af maskinen sammenlignet med opspænding direkte i maskinen.

90° vinkelhoved
For at kunne udfører indvendig fræsning skal vinkelhovedet drives af hovedspindlen. Det kræver at spindelnæsen understøtter samt orienterer vinkelhovedet. Vinkelhovedet kan ind-/udskiftes og opbevares i magasinet.


Interpolationsdrejning

Med denne maskine kan der produceres et symmetrisk indgreb på en ikke-symmetrisk komponent, og det reducerer behovet for specialværktøjer og rodehoveder.Læs mere om interpolationsdrejning
Højtrykspumpe
De fleste maskiner har højtrykskøling med et tryk på ca. 70 bar (1015 psi).
