
Obrábění s velkým vyložením nástroje – důležitá hlediska
Při obrábění s dlouhým vyložením nástroje začíná docházet k problémům se vznikem vibrací, dosáhne-li jeho hodnota ve vztahu k průměru nástroje 4×D. Zabránit tomu, aby při obrábění kovů vznikaly vibrace, není možné, existují však různé způsoby, jak je snížit.
Tlumené vyvrtávací tyče

Vibrace jsou často limitujícím faktorem pro dosažení vysoké výkonnosti stroje, např. proto, že vyžadují snížení řezné rychlosti, rychlosti posuvu a hloubky řezu. Tlumené vyvrtávací tyče jsou navrženy tak, aby s pomocí tlumiče umístěného uvnitř nástroje co nejvíce eliminovaly vznik vibrací.
Díky použití tlumených vyvrtávacích tyčí lze zvýšit hodnoty řezných parametrů a zároveň dosáhnout vyšší bezpečnosti a spolehlivosti obráběcího procesu, dodržení přísných tolerancí, výborné kvality obrobené plochy a vyšších rychlostí úběru kovu, aniž by při tom docházelo ke vzniku vibrací, což vám ve výsledku přináší snížení nákladů na obrobenou součást.
Tlumené vyvrtávací tyče se většinou používají v případě dlouhého vyložení nástroje a špatného přístupu do místa řezu. Avšak značného zvýšení produktivity a zlepšení kvality obrobené plochy lze dosáhnout také při kratším vyložení (asi 4×D).
Ať už zvýšíte rychlost úběru kovu, zlepšíte kvalitu obrobené plochy, zvýšíte bezpečnost a spolehlivost obráběcího procesu nebo snížíte své výrobní náklady, zaručeně si vždy budete užívat také ticho.
Důležité zásady týkající se válcových stopek
- Použijte nástrojové držáky s upínací délkou alespoň 4×D využívající dvě oddělené upínací plochy, ve kterých je vyvrtávací tyč sevřena – nejlépe sklíčidlo CoroChuck® 935
- Pro upnutí použijte dělenou upínací objímku, která je namontována na saních a umožňuje upnutí v délce alespoň 4×D
- Je rovněž třeba vzít v úvahu moment setrvačnosti vyvrtávací tyče
- V závislosti na průměru/vyložení může být nutné použití protizávaží

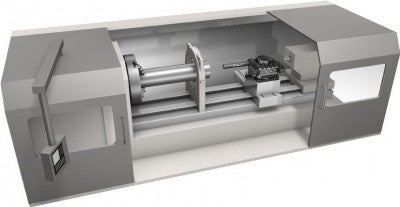
Obrábění s dlouhým vyložením nástroje na horizontálních soustruzích
Pro horizontální soustruhy je typické, že při obrábění vnějších ploch se využívá pevná luneta a dlouhé vyvrtávací tyče. Abyste eliminovali nutnost použití speciálních vyvrtávacích hlav se stabilizačními vodítky, využijte k minimalizaci vibrací tlumené vyvrtávací tyče. Pro upnutí tlumených vyvrtávacích tyčí lze použít nástrojové polohy v revolverové hlavě nebo v koníku.
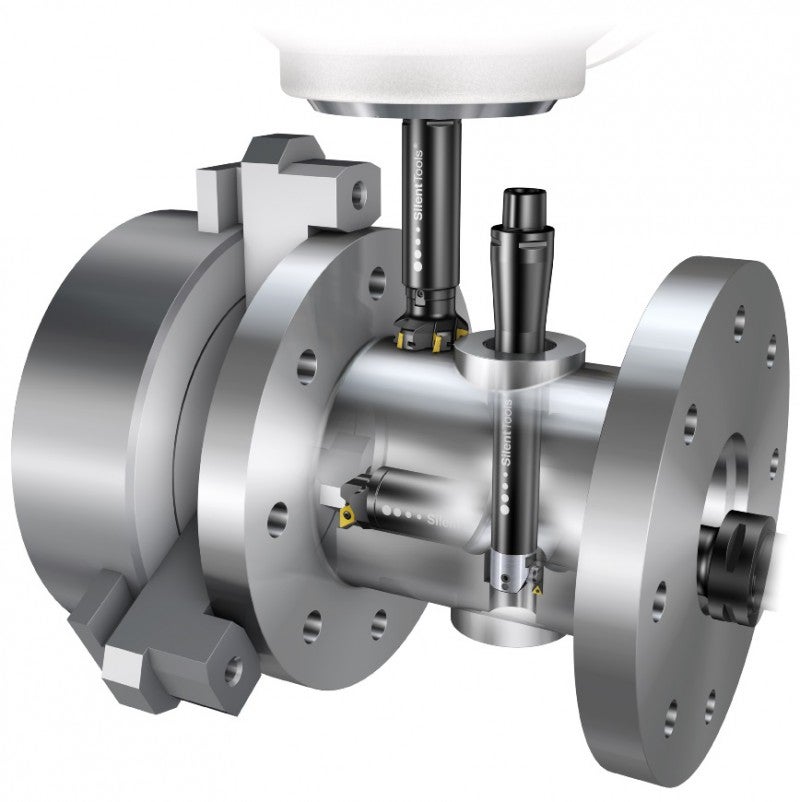
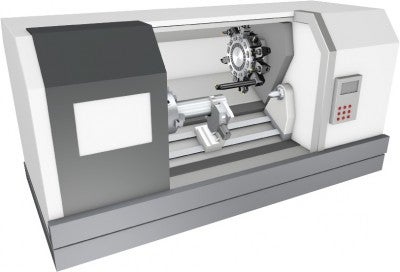
Obrábění s dlouhým vyložením nástroje na soustružnických centrech
Na soustružnických centrech navíc dlouhé vyvrtávací tyče způsobují problémy s vibracemi a také rizikem kolizí spojených s použitím ostatních nástrojů. Díky použití tlumených vyvrtávacích tyčí se tyto potenciální problémy mohou změnit v konkurenční výhodu.
Abyste zajistili, že příruba spojky bude poskytovat maximální stabilitu, u dlouhých vyvrtávacích tyčí volte největší možnou velikost spojky Coromant Capto®. Upínací jednotky pro vnější obrábění mít stejnou velikost nemusí, protože v tomto případě se jedná o různé nástroje.
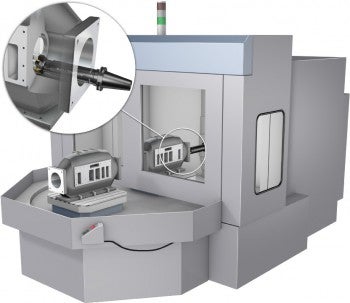
Obrábění s dlouhým vyložením nástroje na horizontálních víceúčelových strojích
U větší horizontálních víceúčelových strojů se lze s obráběním dlouhých děr setkat poměrně běžně. Stroje jsou vybaveny samostatným zařízením pro manipulaci s vyvrtávacími tyčemi, které jsou delší, než může pojmout běžný zásobník nástrojů. Tyto vyvrtávací tyče jsou rovněž k dispozici se systémem pro automatickou výměnu nástrojů (automatic tool change – ATC), který umožňuje ukládání různých typů řezných hlav v běžném zásobníku nástrojů.

Obrábění s dlouhým vyložením nástroje na obráběcích centrech
Díky možnostem kombinace dvou různých délek adaptérů pro rozhraní obráběcího stroje a tří délek tlumených frézovacích adaptérů s upínacím trnem je při použití tohoto modulárního řešení velmi jednoduché dosáhnout optimální délky nástrojové sestavy.
Existují tři možné způsoby, jak při použití tlumených fréz zajistit potřebnou pracovní vůli, které je třeba vzít v úvahu.

a

b

c
a) Nástrojová sestava s frézou s přesazeným průměrem: pracovní vůle je zajištěna po celé délce
b) Nástrojová sestava s frézou se jmenovitým průměrem a adaptérem s redukovanou stopkou: pracovní vůle je zajištěna po celé délce redukované stopky
c) Nástrojová sestava s frézou se jmenovitým průměrem: žádná vůle
| Průměr stopky, mm (inch) | Fréza s přesazeným průměrem, mm (inch) | |
| C3 | 32 (1.260) | 36 (1.417) |
| C4 | 40 (1.575) | 44 (1.732) |
| C5 | 50 (1.968) | 54 (2.126) |
| C6 | 63 (2.480) | 66 (2.598) |
| C8 | 80 (3.150) | 84 (3.307) |
| Jmenovitý průměr frézy, mm (inch) | Průměr stopky, mm (inch) | |
| C4 | 40 (1.575) | 38 (1.496) |
| C5 | 50 (1.968) | 47.5 (1.870) |
| C6 | 63 (2.480) | 60 (2.362) |
| C8 | 80 (3.150) | 76 (2.992) |
| C10 | 100 (3.937) | 95 (3.740) |
