
Vertikální víceúčelové obráběcí stroje
Hlavní výhodou víceúčelových obráběcích strojů je, že při práci na jednom stroji umožňují zkombinovat více obráběcích procesů a sloučit více pracovních nastavení, což přináší snížení počtu prováděných upnutí a nastavení součásti a zkrácení času nutného k realizaci. Na vertikálních víceúčelových strojích rotuje obráběná součást kolem svislé osy.
Konfigurace vertikálních víceúčelových obráběcích strojů
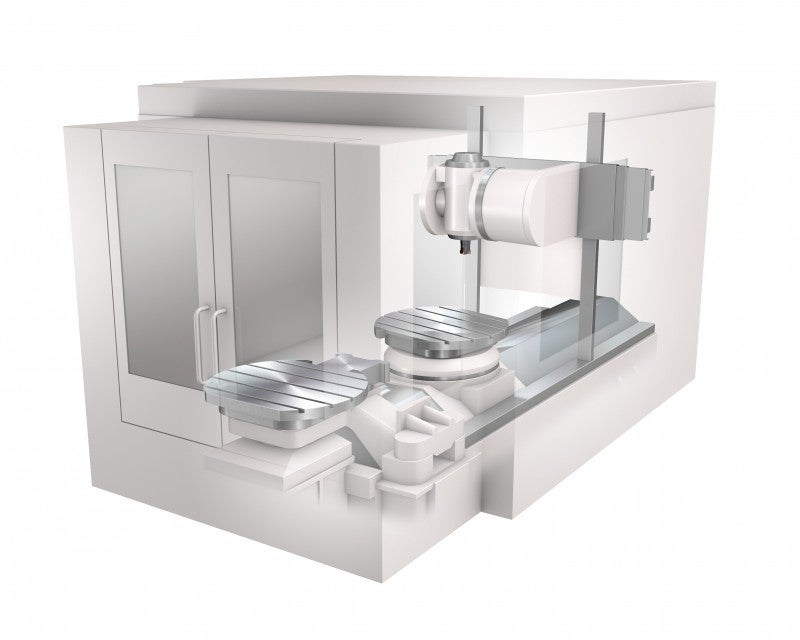
Na obráběcím centru s možností svislého soustružení rotuje obráběná součást kolem svislé osy. Obráběné součásti mají obvykle větší průměr než v případě horizontálních víceúčelových strojů a není nutné jejich podepření pevnou lunetou, koníkem nebo protivřetenem.
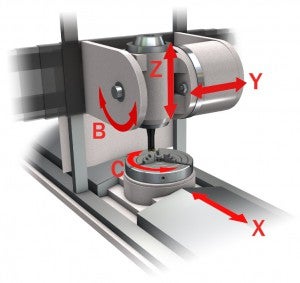
Tato skupina obráběcích strojů se vyvinula z 5osých obráběcích center, u nichž byla doplněna možnost soustružení zvýšením maximálních použitelných otáček v ose C (soustružnický stůl) a začleněno vřeteno pro provádění stacionárních operací. Díky tomu, že všechny typy operací lze zkombinovat na jednom stroji, se snižuje počet prováděných upnutí a nastavení součásti a rozšiřují se možnosti 5osého obrábění.
Existuje několik hlavních možností volitelného vybavení umožňujících úspěšné kombinování vícenásobných a složitých aplikací, které je dobré vzít v úvahu.
Vřeteno
Současné použití statických a rotačních nástrojů vyžaduje, aby schopnosti vřetena byly co nejkomplexnější a kombinovaly možnosti konvenčního obráběcího centra a soustruhu. Z důvodu její vysoké ohybové tuhosti, schopnosti přenosu kroutícího momentu a přesnosti polohy osy nástroje, je nejrozšířenějším typem rozhraním u této koncepce strojů spojka Coromant Capto®.
Pro veškeré vnitřní operace jsou zapotřebí nástroje větších délek, proto je pro větší stroje nejlepší volbou velikost C8 (průměr příruby 80 mm (3.150 inch)) nebo C10 (průměr příruby 100 mm (3.937 inch)).
Kromě toho, že poskytuje nejvyšší stabilitu, spojka Coromant Capto® také umožňuje dosažení nejkratší vzdálenosti měřícího bodu a nejnižších nákladů na nástroje, protože eliminuje nutnost použití adaptérů pro rozhraní obráběcího stroje.
Přečtěte si o tom, jak postupovat při volbě vřetena více



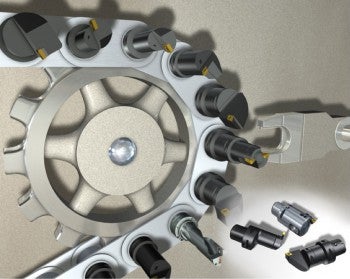
Zásobník nástrojů
Víceúčelový obráběcí stroj je schopen nahradit soustruh a obráběcí centrum a umožňuje výrobu různých typů součástí. Aby bylo možné rychle přejít z jedné úlohy na druhou, aniž by bylo nutné provádět výměnu nástrojů, je důležité počítat s dostatečně velkou kapacitou zásobníku nástrojů, která postačí pro všechny prováděné operace a obráběné součásti.
Palety
Při použití palet lze upnutí a ustavení obráběné součásti provádět pomocí přípravku, zatímco stroj stále pracuje. To umožňuje vynikající využití stroje ve srovnání s nastavením prováděným přímo na stroji.
Pravoúhlý poháněný adaptér
Aby bylo možné provádět vnitřní frézovací operace, je třeba provést úpravu konce vřetena nutnou pro vytvoření opěrných ploch a zajištění polohy, která umožní, aby hlavní vřeteno pohánělo přídavnou hlavu. Tyto hlavy lze stejně jako nástroje měnit a uložit v zásobníku nástrojů.


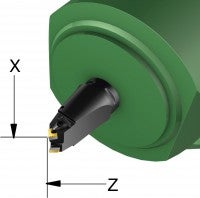
Interpolační soustružení
Toto volitelné vybavení stroje umožňuje výrobu symetrických tvarů na nesymetrických součástech a eliminuje nutnost použití speciálních konstrukčně přizpůsobených nástrojů a plánovacích hlav.
Nástrojové pozice pro víceúčelové nástroje
Nástrojové pozice pro víceúčelové nástroje, které umožňují použití soustružnických nástrojových držáků s více břity, mají hned dvě výhody, protože kromě zkrácení času na změnu nástrojové polohy šetří také místo v zásobníku nástrojů. Řídící systém musí umožňovat kontrolu orientace vřetena, měření a nastavení korekce pro více nástrojových poloh.

Vysokotlaké čerpadlo
Většina strojů je připravena pro použití vysokého tlaku řezné kapaliny okolo 70 barů (1015 psi).Přečtěte si více o možnostech použití řezné kapaliny
Víceúčelové obráběcí nástroje
Nejdůležitější výhodou víceúčelových obráběcích strojů je možnost zkombinovat všechny typy operací na obráběné součásti a provádět je na jediném stroji. Nevýhodou v porovnání se soustružnickými centry jsou však delší časy na změnu nástrojových pozic, přístup do místa řezu v důsledku použití hlavy pro osu B a omezená velikost zásobníku nástrojů.
Řešení těchto problémů umožňují víceúčelové obráběcí nástroje vyvinuté pro víceúčelové stroje, které mají zajistit co nejvyšší výkonnost obráběcího stroje.

