
Soustružnická centra

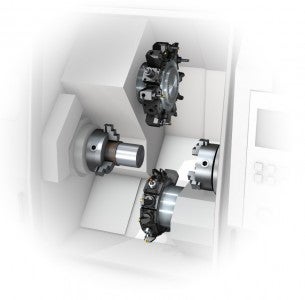
Soustružnická centra mají předpoklady pro víceúčelové obrábění a pro obrábění ve více osách. To znamená, že k dispozici může být osa C, osa Y a poháněné nástroje upnuté v revolverové hlavě, což umožňuje provádět nejenom soustružnické, ale také frézovací, vrtací a závitořezné operace.
Konfigurace soustružnických center
Existuje několik možností pro volbu vybavení stroje, které je v závislosti na typu obráběné součásti třeba uvážit. Zárukou optimálního a bezpečného obráběcího procesu je pečlivé posouzení všech hledisek.
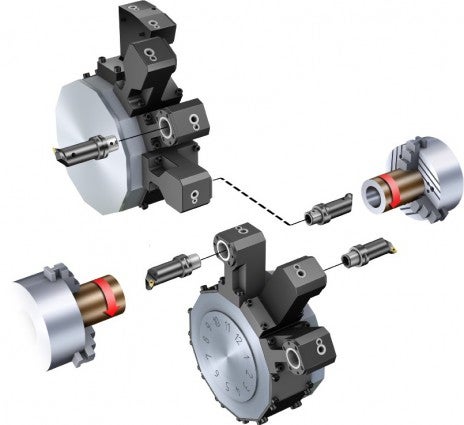
Rozhraní revolverové hlavy
Vývoj poháněných nástrojových držáků umožnil, aby se ze soustruhů staly skutečně víceúčelové obráběcí stroje.
Dva tradiční typy revolverových hlav (pro stopkové nástroje a s rozhraním VDI) byly vyvinuty ještě v době, kdy soustružnická centra umožňovala pouze soustružnické a v ose hrotů prováděné vrtací operace. Provedení pro stopkové nástroje a rozhraní VDI je vhodné pro konvenční soustružnická centra.

Rozhraní pro stopkové nástroje

VDI
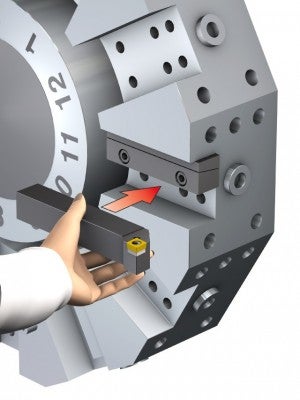
Pro víceúčelová soustružnická centra je velice vhodné rozhraní s upínáním pomocí šroubů CBI (Coromant Capto® Bolt interface). Toto rozhraní nabízí uvnitř revolverové hlavy více prostoru pro ložiska poháněných nástrojů a poskytuje maximální stabilitu a nejkratší možnou vzdálenost měřicího bodu. Každý výrobce obráběcích strojů využívá své unikátní rozhraní CBI, z čehož vyplývá, že je nutné použití obráběcím strojům přizpůsobených upínacích jednotek (MACU), které odpovídají konkrétním modelům obráběcích strojů
Rozhraní CDI (Coromant Capto® Disc interface) je standardizované rozhraní revolverové hlavy, které je vhodné pro velký počet značek a modelů obráběcích strojů. Především evropští výrobci obráběcích strojů dodávají rozhraní CDI jako náhradu za VDI.

CBI

CDI
Různé konfigurace MACU umožňují nakonfigurování revolverové hlavy pro příslušné výrobní prostředí skládáním vhodných kombinací stacionárních a poháněných nástrojů pro obrábění vnějších a vnitřních ploch. Ke zvýšení počtu nástrojových pozic se často využívají zdvojené upínací jednotky.
Poháněné nástroje

Poháněné nástroje umožňují provádění frézovacích a vrtacích operací, je však zapotřebí řízení osy C u hlavního vřetena. Tímto způsobem je možné provádět pouze operace ve dvou osách, např. výrobu drážek pro pero nebo děr ve směru osy hrotů. Aby bylo možné frézovat dutiny nebo vrtat díry mimo osu hrotů, je zapotřebí, aby byla k dispozici osa Y.
Aby bylo zajištěno co nejlepší odvádění třísek a bezpečnost obráběcího procesu, je pro vrtací operace nejvhodnější použít poháněné nástrojové držáky s vnitřním vysokotlakým přívodem řezné kapaliny tělem nástroje.

Osa Y / revolverová hlava s možností částečného pootočení
Osa Y umožňuje použití poháněných nástrojů pro tříosé frézování a vrtání mimo směr osy hrotů. Osa Y je přínosem při obrábění většiny tvarů, u kterých je nutné použití frézovacích operací. Je možné přidat dvojité soustružnické nástrojové pozice a tímto způsobem zvýšit celkový počet nástrojů, což umožňuje použití náhradních sesterských nástrojů nebo použití většího počtu různých nástrojových držáků a omezení nutnosti měnit typy nástrojových držáků.


Osa Y
Funkce částečného pootočení revolverové hlavy umožňuje využít dvojité soustružnické nástrojové pozice a zvýšit počet nástrojů. Toto volitelné vybavení není potřebné, je-li k dispozici osa Y, proto obecně představuje volbu pro soustružnická centra bez poháněných nástrojů.


Revolverové hlavy s možností částečného pootočení
Protivřeteno / spodní revolverová hlava
Dokončení součásti často vyžaduje obrábění z obou stran. Často je proto využíváno protivřeteno v kombinaci s podavačem tyčí a díky této kombinaci je možná bezobslužná výroba celé součásti.
Ve srovnání s jednoduchou revolverovou hlavou může spodní revolverová hlava při výrobě větších výrobních dávek zkrátit dobu cyklu na polovinu. Spodní revolverová hlava dovoluje současné soustružení dvěma nástroji a umožňuje současné provádění obráběcích operací v protivřetenu a v hlavním vřetenu, což přináší zkrácení času cyklu. Typické aplikace představují dlouhé štíhlé součásti, jako jsou hřídele, a součásti obráběné z obou stran s využitím protivřetena.
Nevýhodou spodní revolverové hlavy je zmenšení maximálního přípustného průměru obráběné součásti a pracnější programování a delší seřízení. Z tohoto důvodu je vhodná především pro soustružnická centra určená pro výrobu specifických součástí.

Funkce korekce nástrojových držáků

V případě, že se přednastavení nástrojů provádí mimo stroj, je důležité, aby pro každou upínací polohu byl k dispozici optimalizovaný nulový bod. Funkce korekce nástrojových držáků umožňuje dosáhnout po upnutí přednastaveného nástroje do libovolné upínací jednotky správného průběhu obrábění už od první obráběné součásti, což přináší úsporu času na měření a snížení počtu zmetkových součástí.
Vysokotlaké čerpadlo
Většina strojů je připravena pro použití vysokého tlaku řezné kapaliny okolo 70 barů (1015 psi).
Přečtěte si více o možnostech použití řezné kapaliny
Automatizace
Budoucí požadavky na stroje a nástrojové vybavení jsou určovány všeobecně známými výzvami globalizace, nedostatkem kvalifikovaných pracovníků, kratšími životními cykly produktů a nepřetržitou poptávkou po snižování výrobních nákladů. Makrotrendy nám v posledních dvou desetiletích ukazují, že primárním cílem výrobců je snížení počtu výrobních kroků a celkové doby výroby (TMT). To umožnilo zvýšení stupně automatizace obráběcího procesu, stále v systémovém prostředí jednotlivých buněk, a omezení manuálních zásahů.
U strojů, nástrojů a CAM systémů bude i nadále pokračovat začleňování nových funkcí, které výrobě pomohou podniknout další kroky a připravit se na společné výzvy.
Z hlediska dosažené úrovně automatizace zaostávají soustružnická centra za centry obráběcími, ale předpokládá se, že budoucí vývoj a zásadní změny se budou týkat následujících oblastí:
- Vyšší tlaky řezné kapaliny umožňující dosažení kontroly utváření třísek; systém Coromant Capto® je již připraven pro použití tlaků až 200 barů (2900 psi)
- Automatická výměna nástrojů s využitím robotů nebo portálových systémů
- Standardizace umožňující zvýšení efektivity a zlepšení komunikace
- Rozhraní revolverové hlavy – stejně jako u obráběcích center, kde jednotné rozhraní vřetena umožňuje racionalizaci nástrojů, je zapotřebí nové ISO rozhraní, které umožní použití jednotných upínacích jednotek
- Údaje o produktech – jednotná definice nástrojů stanovená normou ISO13399 pro nás představuje jazyk, který bude v budoucí průmyslové výrobě sloužit pro popis údajů a informací o nástrojích
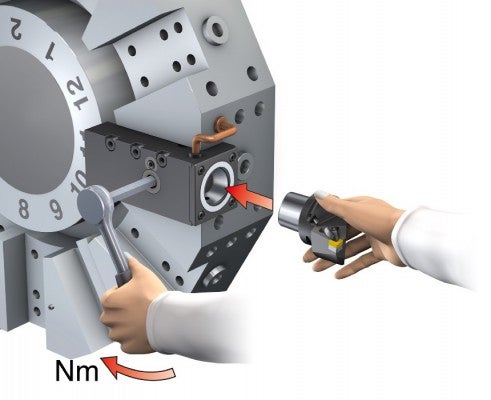
Rychlá výměna nástrojů na soustružnických centrech
Soustružnická centra umožňují rychlé pootočení nástrojů do pracovní polohy, ale zpravidla je u nich dosahováno nižšího využití než u obráběcích center, což je způsobeno dobou výměny a seřízení nástrojů. Použijte rychlovýměnné nástrojové držáky umožňující zkrátit časy na měření, seřízení a výměny nástrojů a namísto toho získat strojní čas navíc.
Automatická výměna nástrojů na soustružnických centrech
Soustružnická centra vybavená revolverovou hlavou ATC-MACU umožňují automatickou výměnu nástrojů jak ve stacionárních, tak i v poháněných nástrojových držácích.
Více informací o automatické výměně nástrojů na soustružnických centrech.

Jak postupovat v případě omezené vzdálenosti měřícího bodu
U každého obráběcího stroje je stanoven maximální oběžný průměr revolverové hlavy. Aby se revolverová hlava mohla otáčet, aniž by došlo ke kolizi, nesmí průmět jakéhokoli nástroje pro vnější obrábění přesahovat tento průměr. Řezné jednotky pro soustružení mají pro každou velikost spojky Coromant Capto® jednotnou délku a velikost vyosení.
Upínací jednotky pro jednotlivá rozhraní obráběcích strojů jsou navržené tak, aby při použití standardních řezných jednotek nebyl překročen oběžný průměr revolverové hlavy. Při použití poháněných nástrojových držáků je rovněž doporučeno dbát na to, aby nástroj byl co nejkratší, nejenom proto, aby odpovídal oběžnému průměru, ale také aby se zvýšila stabilita.
Ložiska poháněného držáku jsou mnohem blíže u sebe než u obráběcího centra. Krátká vzdálenost měřicího bodu přináší snížení sklonů ke vzniku vibrací, což umožňuje zvýšení produktivity a současně i zvýšení bezpečnosti. U nástrojů pro vnější obrábění, u kterých je překročena standardní délka řezné jednotky, může často představovat omezení oběžný průměr revolverové hlavy.
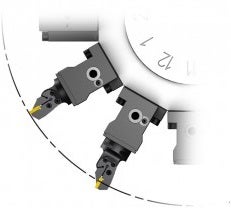
Pro aplikace vyžadující proniknutí nástroje do obrobku jsou k dispozici nástroje Coromant Capto® v krátkém provedení, které umožňují dosažení co nejkratší vzdálenosti měřicího bodu, aby nedošlo k překročení oběžného průměru revolverové hlavy. Krátké nástroje Coromant Capto® nemají drážky pro ruku manipulátoru a jsou určeny pouze pro ručně prováděnou výměnu nástrojů.



Examples of Coromant Capto® tools, without and with gripper grooves
