
Horizontální víceúčelové obráběcí stroje
Víceúčelové stroje umožňují při práci na jediném stroji zkombinovat více obráběcích procesů a sloučit více pracovních nastavení. Víceúčelové stroje jsou velice efektivní a mohou vám pomoci zkrátit čas cyklu a čas nutný k realizaci. Na horizontálních víceúčelových strojích rotuje obráběná součást kolem vodorovné osy.
Konfigurace horizontálních víceúčelových obráběcích strojů
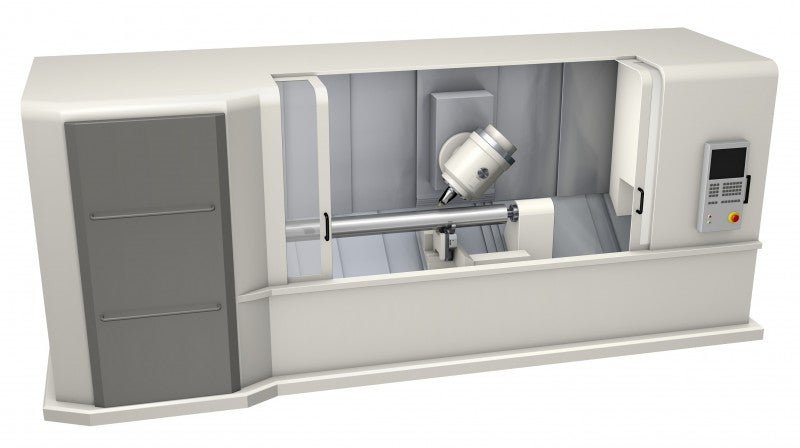
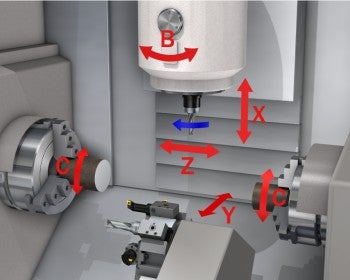
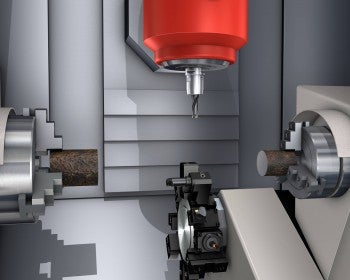
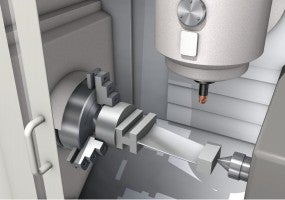
Horizontální soustruh s možností frézování (typu mill/turn) vychází z konstrukce soustruhu. Součást se otáčí kolem horizontální osy a do vřetena v ose B, umístěného nad ní, se upínají stacionární nebo rotační nástroje.
Obecně platí, že velká část obrábění se na součásti provádí kolem osy symetrie. Velikost obráběných součástí se může pohybovat v rozmezí od několika milimetrů až do 3 metrů (118 inch) na délku a 600 mm (23.62 inch) v průměru.
Hlavní výhodou tohoto typu obráběcích strojů je možnost kombinace všech typů operací na jednom stroji, čímž se snižuje počet prováděných upnutí a nastavení součásti. Navíc se ukazuje, že častým důvodem jejich použití jsou jejich předpoklady pro 5osé obrábění.
Existuje několik hlavních možností volitelného vybavení umožňujících úspěšné kombinování vícenásobných a složitých aplikací, které je dobré vzít v úvahu.
Vřeteno
Současné použití statických a rotačních nástrojů vyžaduje, aby schopnosti vřetena byly co nejkomplexnější a kombinovaly možnosti konvenčního obráběcího centra a soustruhu. Z důvodu její vysoké ohybové tuhosti, schopnosti přenosu kroutícího momentu a přesnosti polohy osy nástroje je nejrozšířenějším typem rozhraním u této koncepce strojů spojka Coromant Capto®.
Z důvodu značně velkého rozmezí velikostí obráběných součástí i strojů, jsou využívána vřetena se spojkou Coromant Capto® v celém rozsahu jejích velikostí, od C3 (průměr příruby 32 mm (1.260 inch)) až po C10 (průměr příruby 100 mm (3.937 inch)).
Kromě toho, že poskytuje nejvyšší stabilitu, spojka Coromant Capto® také umožňuje dosažení nejkratší vzdálenosti měřícího bodu a nejnižších nákladů na nástroje, protože eliminuje nutnost použití adaptérů pro rozhraní obráběcího stroje.
Přečtěte si o tom, jak postupovat při volbě vřetena více



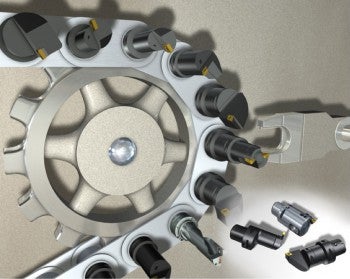
Zásobník nástrojů
Víceúčelový obráběcí stroj je schopen nahradit soustruh a obráběcí centrum a umožňuje výrobu různých typů součástí. Aby bylo možné rychle přejít z jedné úlohy na druhou, aniž by bylo nutné provádět výměnu nástrojů, je důležité počítat s dostatečně velkou kapacitou zásobníku nástrojů, která postačí pro všechny prováděné operace a obráběné součásti.
Nástrojové pozice pro víceúčelové nástroje
Nástrojové pozice pro víceúčelové nástroje, které umožňují použití soustružnických nástrojových držáků s více břity, mají hned dvě výhody, protože kromě zkrácení času na změnu nástrojové polohy šetří také místo v zásobníku nástrojů. Řídící systém musí umožňovat kontrolu orientace vřetena, měření a nastavení korekce pro více nástrojových poloh.
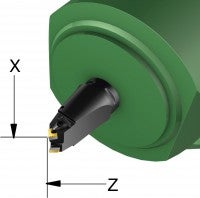

Funkce korekce nástrojových držáků

Funkce korekce nástrojových držáků (spodní revolverová hlava) umožňuje upnout do stroje přednastavený nástroj, což přináší úsporu času na měření a snížení počtu zmetkových součástí. V případě, že se přednastavení nástrojů provádí mimo stroj, je důležité, aby pro každou polohu revolverové hlavy byl k dispozici optimalizovaný nulový bod, což umožní správný průběh obrábění už od první obráběné součásti.
Protivřeteno/spodní revolverová hlava
Dokončení součásti často vyžaduje obrábění z obou stran s použitím protivřetena. To lze nejlépe využít u kratších součástí, které nevyžadují použití pevné lunety. Značné zvýšení produktivity na strojích s protivřetenem umožňuje spodní revolverová hlava.
Nevýhodou spodní revolverové hlavy je zmenšení maximálního přípustného průměru obráběné součásti a pracnější programování a delší seřízení. Z tohoto důvodu je vhodná především pro menší víceúčelové obráběcí stroje určené pro výrobu součástí ve větších sériích.
Koník/pevná luneta
Dlouhé a štíhlé součásti, u kterých se provádí obrábění vnitřních ploch, vyžadují namísto použití protivřetena a spodní revolverové hlavy podepření koníkem, respektive pevnou lunetou. V závislosti na délce vyvrtávané díry je přirozenou volbou adaptér pro upnutí dlouhých vyvrtávacích tyčí.

Adaptér pro dlouhé vyvrtávací tyče
Pro běžné zásobníky nástrojů a zařízení pro jejich automatickou výměnu platí omezení maximální přípustné délky měněného nástroje. Uložení a automatickou výměnu dlouhých vyvrtávacích tyčí mohou umožňovat větší obráběcí stroje. Pokud lze automatickou výměnu nástrojů použít také pro řezné hlavy upnuté na konci vyvrtávací tyče, je možné dosáhnout flexibility a automatického provozu.
Vysokotlaké čerpadlo
Většina strojů je připravena pro použití vysokého tlaku řezné kapaliny okolo 70 barů (1015 psi).Přečtěte si více o možnostech použití řezné kapaliny
Víceúčelové obráběcí nástroje
Nejdůležitější výhodou víceúčelových obráběcích strojů je možnost zkombinovat všechny typy operací na obráběné součásti a provádět je na jediném stroji. Nevýhodou v porovnání se soustružnickými centry jsou však delší časy na změnu nástrojových pozic, přístup do místa řezu v důsledku použití hlavy pro osu B a omezená velikost zásobníku nástrojů.
Řešení těchto problémů umožňují víceúčelové obráběcí nástroje vyvinuté pro víceúčelové stroje, které mají zajistit co nejvyšší výkonnost obráběcího stroje.

