铣削
产品概述
范围广泛的Silent Tools铣削接杆都有现货供应,并且配有HSK或模块化可乐满Capto接口。如果我们提供的所有标准接杆都不适用,请查询订制解决方案。用于槽铣刀的接杆、大型侧铣刀的内置减振器和长刃铣刀也作为非标解决方案提供。
立铣刀和方 肩 面铣刀 | 用于面铣刀和方肩 面铣刀的减振接杆 | |
| CoroMill® 390D | 减振接杆 - 可乐满Capto | 减振接杆 - HSK |
 |  |  |
圆柱直柄或可乐满 Capto后端接口 | 可乐满Capto后端 接口 (C4、C5、C6和C8) | HSK后端接口 (HSK 63和HSK 100) |
疏齿、密齿和超密 齿 | 各种可互换式 切削头 | 各种可互换式 切削头 |
DC:20-40 mm (0.787-1.575英寸) | 贯通冷却液 | 贯通冷却液 |
| 悬伸:≤ 5 x BD | BD:40-80 mm (1.968-3.150英寸) | BD:63-100 mm (2.480-3.937英寸) |
DMM:16-32 mm (0.750-1.500英寸) | DMM:16-27 mm (0.750-1.000英寸) | |
| 悬伸:≤ 8 x BD | 悬伸:≤ 8 x BD |
- 标准类别中提供有包含整体式CoroMill 390铣刀的20-40 mm (0.79-1.57英寸) 的减振解决方案
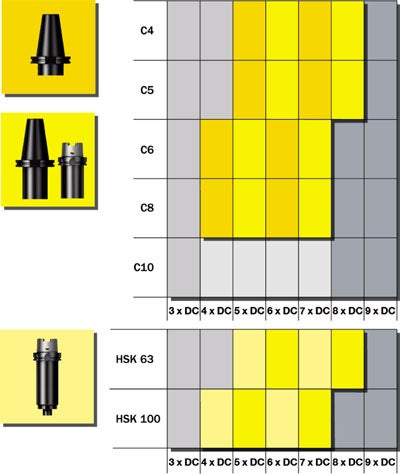
- 对于大于等于40 mm (1.57英寸) 的范围,则提供有尺寸为C4-C8的可乐满Capto减振接杆,贯通冷却液心轴座作为标配选项提供。该接杆可与基本刀柄组装成适用于大多数机床接口的减振刀具
- 对于配备HSK接口的机床:可提供与山特维克可乐满HSK基本刀柄组装在一起的整体式接杆
- 标准产品系列中也提供有MSSC刀柄接杆
| 接杆直径,BD | |||
| in | mm | ||
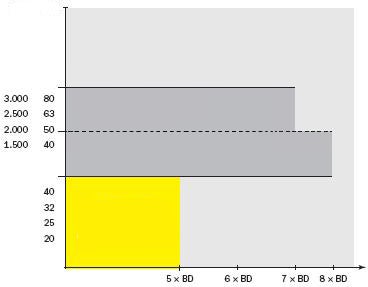 | 悬伸LU/BD |
 | 订制产品 |
 | 用于旋转刀具的可乐满Capto®和HSK 接杆 用于面铣刀和方 肩面铣刀的减振接杆 |
 | CoroMill® 390D 立铣刀和方 肩面铣刀 |
CoroMill® 390D - 应用范围
CoroMill 390D是用于细长刀具的真正高生产率的辅助工具,在立式和卧式机床中都能理想地工作。该刀具的设计可同时确保在多任务机床的夹头附近进行加工时的可达性和效率。
该产品系列包括尺寸为C6、C5的可乐满Capto,以及直径为20、25和32 mm (0.79、0.94和1.26英寸),可达性为切削直径 (DC) 的3至5倍的圆柱直柄。
- 高稳定性
- 种类齐全的基本刀柄产品系列
- 首选用于封闭式接触
- 高稳定性
- 种类齐全的基本刀柄产品系列
- 集成于多任务机床主轴
- 首选用于开放式接触
- 可乐满Capto® C5型号
- 可乐满Capto® C6
- 圆柱直柄
- 用于精确夹紧刀具的CoroChuck™ 930
- 弹性夹头
短式和长式基本刀柄
结合心轴接柄与不同长度的基本刀柄一起使用,可适用于不超过8 x BD的大多数应用场合。如果悬伸超过8 x BD或有其他特定要求时,订制解决方案是最佳补充选择。
| 非减振/整体式刀柄 |  |
订制解决方案 |
用于面铣刀和方肩面铣刀的减振接杆
- Cx-391.05CD
- 392.41005CD
主要考虑因素
使用旋转刀具加工不同于车削,此时,镗杆夹持在刚性的刀座上,顺利完成工序的大部分条件则是相同的:
|  |
减振
工件安装和机床稳定性是将振动减至最低需要仔细考虑的两项重要因素。
工件
- 以最佳的方式固定工件,以承受加工过程中产生的切削力
- 采用设计和主偏角能够在工件最稳定的方向上产生切削力的铣削概念
- 优化加工策略和方向,以尽可能实现最稳定的切削工况
机床
- 机床状况会对切削振动产生巨大的影响。主轴轴承或进给机构过度磨损将导致不良的加工特性。

所有Silent Tools减振接杆针对不同的悬伸而设计,并且采用不同的减振机构适用于当前的刀具悬深。获得最佳的切削性能应通过优化的减振接杆长度,而不是增加接长杆。如果需要的长度大于7-8 x BD,请使用订制接杆。
将减振 接杆用于其 最佳范围! |
编程准则
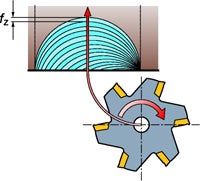
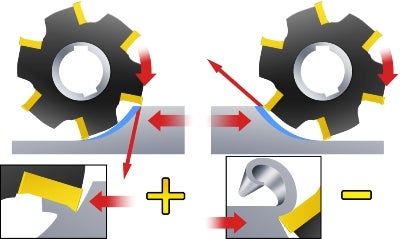
面铣的一项基本规则是保持铣刀不断吃刀,而不是进行多次纵向走刀。这样可以将切入和切出的次数降至最低,并保护刀片免受可能导致振动的不利载荷的损坏。
 |  |
| 弧切入 | 保持刀具不断吃刀 |
弧切入
沿逆时针方向滚入式切入工件可产生薄切屑,在退出时达到零切屑。该方法将避免“退出时较厚的切屑”
所产生的振动趋势。
铣削方向
顺铣是大多数铣削工序的首选。在某些情况下,当机床功率不足或工件极易变形时,可优先选择逆铣。但是,请牢记,逆铣时的切削力存在将工件提升的趋势。必须在夹紧工件时小心地抵消这种趋势。
定位和直径
进行普通面铣时,刀具直径应比切削宽度大20-50%,且刀具的中心应稍稍偏离工件中心线。不要将刀具恰好置于中心。
如果刀具直径小于工件,建议最大切削宽度为刀具直径的60-70%。
在全槽铣中,请务必减少同时啮合切削金属的刀片数量,以免出现振动。
影响振动的因素
有4种基本因素会对振动产生主要影响:
- 主偏角/导程角和切削力
- 与径向切深有关的刀具直径
- 刀片槽形
- 刀具齿距
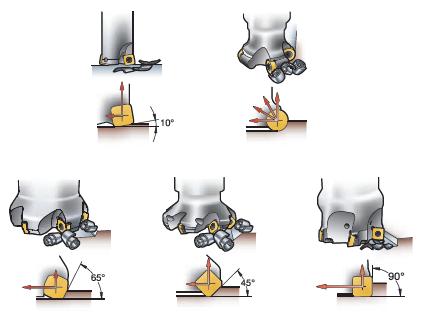
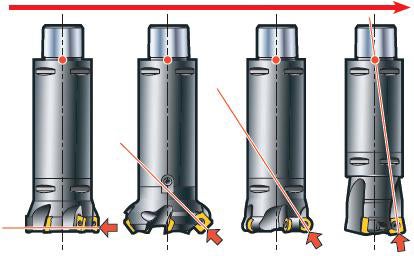
主偏角
主偏角决定了切削力的方向,因此非常重要。主偏角 (KAPR) 越大,径向切削力就越大。根据工艺和应用场合选择合适刀具。
当径向切削力增加时,可以看出减振刀具与非减振刀具之间在功能方面的差异。
在主偏角较小且悬伸较短的情况下,可在出现振动之前达到刀具的最大切深。
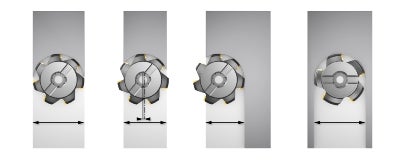
提高刀具稳定性 | |||
 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
与径向切深有关的刀具直径
更小的刀具直径将减小所需的功率和扭矩以及偏斜切削力。铣刀直径相对于径向吃刀的比率需要保持在任何最大值范围内。
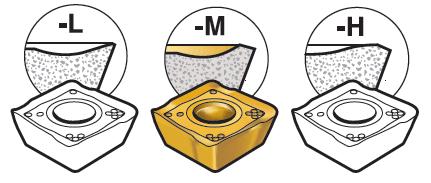
刀片槽形
切削刀具的槽形应为轻型或中型。
Silent Tools减振刀具极限值
高温可能会改变减振系统的功能。如有可能,使用空气或贯通冷却液。转速过高也可能削弱减振系统的功能。
刀具齿距
当有多个刀片与材料相接触时,振动的风险会增加。但是,只要以低于临界振动切深的切深工作,增加刀片数量只会提高生产效率。以径向吃刀和刀具齿距工作,以确定最佳性能。在大多数情况下,疏齿是使用减振刀具进行高生产效率加工的最佳选择。
不等齿距刀具谐力会导致振动,因此,不等齿距刀具是将振动减至最低的有效方式。不等齿距刀具会破坏谐力并因此提高稳定性,在ae较高且悬伸较长的情况下尤为有效。 | 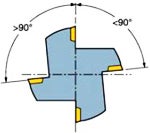 |
| 疏齿 - L | 密齿 - M | 超密齿 - H | ||
 |  |  | ||
| 具有较少数量刀片的不等齿距刀具。最低的切削力使其成为不稳定工序的首选。 | 具有中等数量刀片的均匀或不等 齿距刀具 (具体取决于 刀具类型) 。 在 稳定工况下进行粗加工的首选。 | 具有最大数量刀片的 均匀齿距刀具。 以低 ae进行高生产效率加工的首选 (大于一个切削刃与材料相接触)。 |
技巧和提示
刀片牌号和槽形
选择较小的切削刃圆度 (ER)。将厚涂层刀片替换为薄涂层刀片。如有必要,使用非涂层刀片。使用具有切屑控制能力的锋利的正前角刀片。
主偏角
主偏角越小,切屑就越薄,切屑沿着切削刃的分布也就越远。由此可实现更高的每齿进给量。小主偏角使得更多的切削力沿着轴向,从而降低振动风险。
刀具齿距
在大多数情况下,疏齿是使用减振刀具进行高生产率加工的最佳选择。使用疏齿刀具可以减慢切削力方向变化的速度。减少刀片数量通常会导致轴向切深显著增加。
每齿进给量
更高的每齿进给量可对机床主轴施加恒定的预加载荷,并防止由于主轴轴承间隙造成的振动趋势。
实现Q的最大值
如果可能,选择介于60%-80%之间的ae作为起始值。减少刀片数量,以实现Q的最大值。这一点在采用全槽铣削时尤为重要。
排屑
使用压缩空气防止对切屑进行再切削。这一点在深型腔铣中尤为重要。请注意,疏齿刀具具有更大的容屑空间。
切入和切出
应避免出现中心线或刀具与工件边缘在一条直线上的情况。在诸如此类的情况下,刀片在达到最大切屑厚度时切出工件,从而在切入和切出时产生非常高的冲击载荷。