
CoroDrill® 452
CoroDrill 452包括优化用于便携式手持设备和复合材料的刀具解决方案。产品范围包括整体硬质合金钻头、阶梯钻头、铰刀和锪钻。作为24小时交货的标准产品以及满足特定应用需求的定制解决方案提供,包括Tailor Made定制和高级非标刀具。

孔
对航空航天零件进行手持式钻削时,以下特性至关重要: 航空航天紧固件通常有自己的孔公差要求。它们不同于通用的IT标准。开始测试之前,务必先询问孔公差是多少。
了解更多

零件
为了确保成功,您需要了解整个应用,特别是零件尺寸、形状和材料。

机床
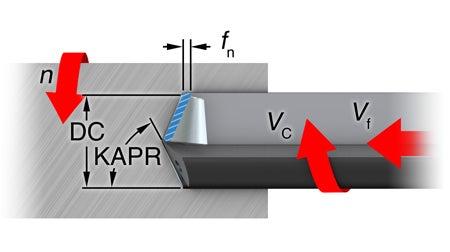
手持式钻削与数控、自动和半自动钻削不同,因为孔位置、主偏角和进给由操作员控制。
务必考虑
冷却液
冷却液供应会影响 便携式手电机没有内冷却液,因此通常使用润滑膏进行润滑,在加工含有金属物质的层叠材料时建议这样做。加工仅含有CFRP的层叠材料时无需使用润滑剂。

应用技巧
切削参数
CFRP - 60 smm (200表面英尺/分钟),0.08 mm/r (0.003英寸/转)
铝合金 - 60 smm (200表面英尺/分钟),0.08 mm/r (.003英寸/转)
钛合金 - 15 smm (50表面英尺/分钟),0.05 mm/r (.002英寸/转)
不锈钢 - 15 smm (50表面英尺/分钟),0.05 mm/r (.002英寸/转)


Tailor Made定制服务
有时,我们的标准产品中可能不包含您所需的精确尺寸。如果是这样,只需使用我们的Tailor Made服务,一切问题便迎刃而解。
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号