
整体硬质合金圆柄刀具重磨
如何订购刀具重磨服务

1. 订运输箱
向山特维克可乐满发送电子邮件订购刀具运输箱。
告知我们您需要什么尺寸的箱子:
- 标准运输箱 (300 mm x 200 mm x 138 mm),货号:6949557
- 大运输箱 (400 mm x 300 mm x 138 mm),货号:6949558
2. 选择刀具
明确您希望重磨的磨损刀具。使用刀具磨损指南确认刀具适合进行重磨。
若要订购重磨服务,必须达到最少数量要求:五把刀具。该服务仅适用于山特维克可乐满刀具。
3. 仔细包装
运输箱内嵌有泡沫,保证您的刀具在运输过程中安全、有保护。
请遵守包装说明以避免崩刃和破裂。
4. 运输
山特维克可乐满将根据您的要求提供运输信息。
当重磨操作完成后,我们将把刀具返还给您。
问与答
凡是我送去的刀具都会被重磨吗?
将通过技术检查判定哪些刀具适合重磨。不能重磨的刀具将被返回,以红色胶带标记。
重磨需要多久?
我们会在收到刀具后的四周内完成刀具的重磨并返还给您。将在两周内向您发送交付确认信息,说明准确的派送时间。
我如何追踪我的刀具被重磨了多少次?
刀柄上的激光标记记录每次进行的重磨服务。
在山特维克可乐满网站的搜索栏输入刀具的产品编码即可知晓该刀具被重新修磨的最多次数 (NORGMX)。
恢复初始质量
刀具重磨工艺可使磨损的整体硬质合金钻头和立铣刀恢复初始质量并延长寿命周期。重磨可以提升制造商对原材料的利用,同时降低切削刀具成本。
将您的刀具恢复到原始品质并延长其整个生命周期
我们在我们的刀具设计中融入一种工艺:允许未来重磨刀具时进行精准复制 — 这样我们能够保证刀具性能如新。修复过程将复制原装刀具的槽型和涂层。修复刀具的性能测试流程与新刀具相同。
下图对比了购买四把新刀具的成本 ( I ) 与购买一把刀具并重磨三次的成本 ( II )。结果是节约高达50%。
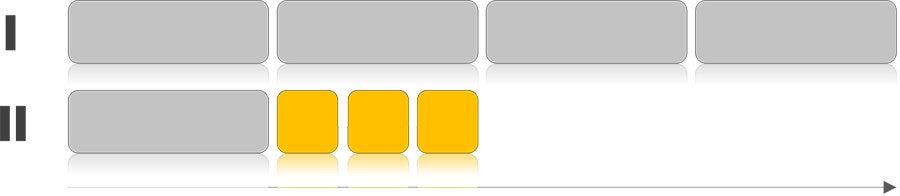
总刀具成本
可重磨
以下刀具可重磨:
如何对准备重磨的刀具进行包装
为了避免您的刀具在运输过程中受损,请遵守以下说明:
- 使用刀具的初始塑料包装,避免刀具彼此碰撞。
- 如果初始包装不可用,请使用泡沫包装或您手中可用的类似包装。
- 请将所有刀具置于运输箱内两块之间嵌入泡沫。
点击图片以放大
回收再利用
对于寿命到期的整体硬质合金刀具,请考虑山特维克可乐满的回购再利用计划。您的整体硬质合金将被循环再用,用于制造新刀具。更详细了解硬质合金回收。
寻找新的整体圆柄刀具
如果您正在寻找新刀具,欢迎访问我们的整体圆柄刀具版块。

识别刀具磨损
使用下面的指南识别您刀具的磨损类型。
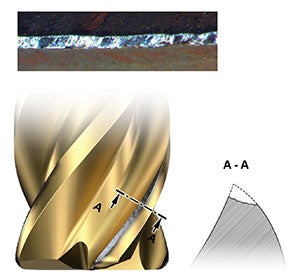
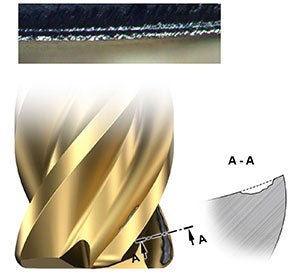
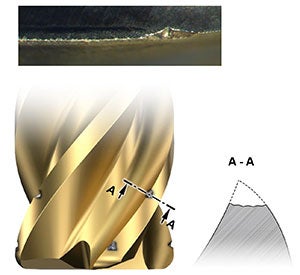
一致侧面磨损
最常见的磨损类型之一 (ISO-P材料干式加工的典型磨损)。通常从切削刃开始更多地朝向切削刃的侧刃后刀面发展。
主要磨损状态 - 磨粒磨损
原因:
- 切削速度高,进给低
- 耐磨性低
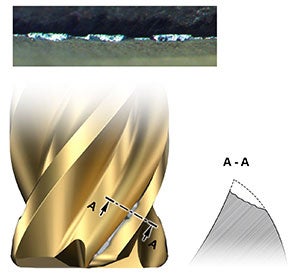
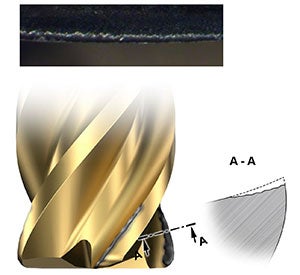
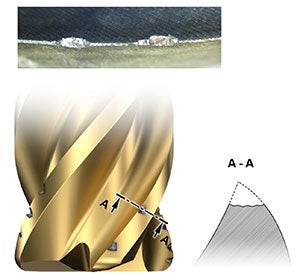
不一致的侧面磨损
最初,切削刃的某些部分会比其他部分磨损得更快。
主要磨损状态 - 涂层部分破损,切削刃出现不规则的微崩刃,随后出现磨粒磨损。
原因:
- 切削速度高,进给低
- 振动
- 耐磨性低
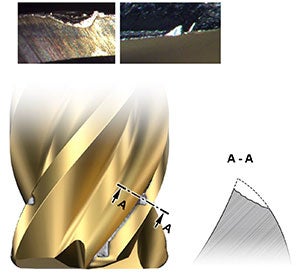
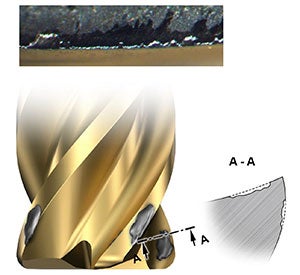
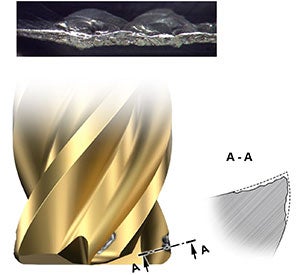
局部后刀面磨损
通常出现在刀尖和/或最大切深时.
主要磨损状态 - 粘着磨损、热机械磨损或化学磨损。
原因:
- 高温
- 振动
- 切屑二次切削
月牙洼磨损
整体立铣刀很少出现这种磨损。
主要磨损状态 – 化学磨损和腐蚀性磨损
原因:
- 高温 (高切削速度)
梯型表面磨损
通常出现在通过外部喷嘴供应 (低压) 冷却液时。
主要磨损状态 - 化学磨损
原因:
- 高温
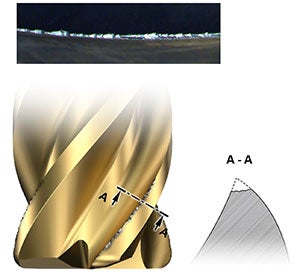
破损
通常出现在铣削易于粘结至切削刃的材料时。
主要磨损状态 - 粘着磨损
原因:
- 粘性工件材料
一致的崩刃 (崩碎)
切削刃轻微损坏。崩刃可能出现在其他类型的磨损之后。
主要磨损状态 - 热机械磨损或粘着磨损
原因:
- 切削刃强度过低,脆性过高
- 温度波动过大
- 振动

梳状裂纹
出现在切削刃上并扩大至前后刀面。最初方向垂直于切削刃,形成侧面裂纹并引起崩刃。主要磨损状态 - 热机械磨损
原因:
- 温度快速波动
局部切屑
始终在沿着切削刃刃线的特定位置出现损坏。
主要磨损状态 - 热机械磨损或粘着磨损
原因:
- 切削刃强度过低,脆性过高
- 温度波动过大
- 振动
切屑二次切削
不一致的切屑
切削刃沿着刃线出现位置无规律的损坏。
主要磨损状态 - 热机械磨损或粘着磨损
原因:
- 切削刃强度过低,脆性过高
- 温度波动过大
- 振动
- 切屑二次切削
- 补救措施
刀尖崩刃
通常出现在铣削ISO-S材料时。从刃口开始扩大至前刀面并形成刀尖崩刃。
主要磨损状态 - 粘着磨损和脆性断裂
原因:
- 粘性工件材料
- 高温
- 振动

携手合作,共创可持续发展的未来
我们可以帮助您使产品和工艺更加环保、更加高效。多年来,山特维克可乐满已开发出一套适用于环境、健康和安全管理系统的行为准则。其中一个重要部分是我们在采购和收集您的磨损刀具时,为确保其修复或回收利用而使用的新的生命周期方法。此工艺节省了双方的精力,并减少了二氧化碳的排放。
